
Valid for serial no. 739--xxx--xxxx0449 310 001 2009--03--11
Miggytrac 2000
109
IT
Istruzioni per l’uso

-- 2 --
DICHIARAZIONE DI CONFORMITA
ESAB AB, Welding Automation, SE--695 81 Laxå Svezia, dichiara sotto la propria responsabilità che
la saldatrice automatica Miggytrac 2000 con numero di serie a partire da 739 è conforme alla norma
IEC/EN 60292 e IEC/EN 60204--1 come previsto dalla direttiva (98/37/CEE) ed alla norma EN 50199
come previsto dalla direttiva (89/336/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
Henry Selenius
Managing Director
ESAB AB, Welding Automation
SE--695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411721
Laxå 2004--04--16

-- 3 --
TOCi
Ci riserviamo il diritto di variare le specifiche senza preavviso.
1 SICUREZZA 4.......................................................
2 INTRODUZIONE 6...................................................
2.1 Generalità 6................................................................
2.2 Apparecchiatura 7...........................................................
2.3 Dati tecnici 7...............................................................
3 INSTALLAZTIONE 8..................................................
3.1 Generalità 8................................................................
3.2 Altri collegamenti 9..........................................................
4USO 19..............................................................
4.1 Generalità 19................................................................
4.2 Pannello frontale 20..........................................................
5 MANUTENZIONE 21...................................................
5.1 Generalità 21................................................................
5.2 Giornalmente 21.............................................................
5.3 Se necessario 21.............................................................
6 ACCESSORIES 21....................................................
6.1 Alternativa di collegamento 1: ESAB 21.........................................
6.2 Alternativa di collegamento 2: Universal 21......................................
7 ORDINAZIONE RICAMBI 21............................................
DIMENSIONI 22..........................................................
SCHEMA A BLOCCHI 23.................................................
ELENCO RICAMBI 25....................................................

-- 4 --
fhb2SafeI
1 SICUREZZA
L’utilizzatore di un impianto per saldatura ESAB è responsabile delle misure di sicurezza per il per-
sonale che opera con il sistema o nelle vicinanze dello stesso. Le misure di sicurezza devono sod-
disfare le norme previste per questo tipo di impianto per saldatura. Queste indicazioni sono da con-
siderarsi un complemento alle norme di sicurezza vigenti sul posto di lavoro.
Il sistema di saldatura automatica deve essere manovrato secondo quanto indicato nelle istruzioni
e solo da personale adeguatamente addestrato. Una manovra erronea, causata da un intervento
sbagliato, oppure l’attivazione di una sequenza di funzioni non desiderata, può provocare anomalie
che possono causare danni all’operatore o all’impianto.
1. Tutto il personale che opera con saldatrici automatiche deve conoscere:
S l’uso e il funzionamento dell’apparecchiatura
S la posizione dell’arresto di emergenza
S il suo funzionamento
S le vigenti disposizioni di sicurezza
S l’attività di saldatura
2. L’operatore deve accertarsi:
S che nessun estraneo si trovi all’interno dell’area di lavoro dell’impianto per saldatura prima
che questo venga messo in funzione
S che nessuno si trovi esposto al momento di far scoccare l’arco luminoso
3. La stazione di lavoro deve essere:
S adeguata alla funzione
S senza correnti d’aria
4. Abbigliamento protettivo
S Usare sempre l’abbigliamento di sicurezza previsto, per es. occhiali di protezione, abiti non
infiammabili, guanti protettivi.
S Non usare abiti troppo ampi o accessori quali cinture, bracciali o anelli che possano impi-
gliarsi o provocare ustioni.
5. Alltro
S Controllare che i previsti cavi di ritorno siano correttamente collegati.
S Ogni intervento sui componenti elettrici deve essere effettuato solo da personale specia-
lizzato.
S Le attrezzature antincendio devono essere facilmente accessibili in luogo adeguatamente
segnalato.
S Non eseguire mai lubrificazioni e interventi di manutenzione sull’impianto per saldatura
quando è in esercizio.
IT

-- 5 --
fhb2SafeI
ATTENZIONE
LEGGERE ATTENTAMENTE LE ISTRUZIONI PRIMA DELL’INSTALLAZIONE E DELL’USO.
I LAVORI EFFETTUATI CON LA SALDATURA AD ARCO E LA FIAMMA OSSIDRICA SONO PERI-
COLOSI. PROCEDERE CON CAUTELA. SEGUIRE LE DISPOSIZIONI DI SICUREZZA BASATE SUI
CONSIGLI DEL FABBRICANTE.
CHOCK ELETTRICO -- Può essere mortale
S Installare e mettere a terra l’elettrosaldatrice secondo le norme.
S Non toccare particolari sotto carico o gli elettrodi a mani nude o con attrezzatura di protezione
bagnata.
S Isolarsi dalla terra e dal pezzo in lavorazione.
S Assicurarsi che la posizione di lavoro assunta sia sicura.
FUMO E GAS -- Possono essere dannosi
S Tenere il volto lontano dai fumi di saldatura.
S Ventilare l’ambiente e allontanare i fumi da ll’ambiente di lavoro.
IL RAGGIO LUMINOSO -- Puo causare ustioni e danni agli occhi
S Proteggere gli occhi e il corpo. Usare un elmo protettivo per saldatura adeguato e abiti di prote-
zione.
S Proteggere l’ambiente circostante con paraventi o schermature adeguate.
PERICOLO D’INCENDIO
S Le scintille della saldatrice possono causare incendi. Allontanare tutti gli oggetti infiammabili dal
luogo di saldatura.
RUMORE -- Un rumore eccessivo può comportare lesioni dell’udito
S Proteggere l’udito. Utilizzare cuffie acustiche oppure altre protezioni specifiche.
S Informare c olleghi e visitatori di questo rischio.
IN CASO DI GUASTO -- Contattare il personale specializzato.
PROTEGGETE VOI STESSI E GLI ALTRI!
IT

-- 6 --
fhb2d1ia
2 INTRODUZIONE
2.1 Generalità
Miggytrac 2000 è un carrello di saldatura concepito per la saldatura orizzontale in
MIG/MAG di lamiere e travir.
Il carrello è azionato da un motore elettrico ed è predisposto per il collegamento alla
presa del telecomando sull’unità di alimentazione ESAB tipo MEK 4 (23 poli contatto
Burndy).
Tramite il collegamento di un set di cavi nell’unità di alimentazione si ottiene sia
l’alimentazione della tensione (42VAC) che la funzione di acceso/spento dell’arco per
la regolazione della tensione e della corrente provveduta dal medesimo cavo e
collegamento.
Le quattro r uote motrici assieme ad un potente magnete elettrico incorporato sul
telaio assicurano un esercizio uniforme e stabile. Il magnete mantiene il carrello nella
posizione corretta sulla lamiera anche se la saldatura è effettuata su lamiere curve
oppure se si usa un fascio di flessibili lungo.
Il carrello segue il giunto di saldatura tramite due rulli di guida (uno su ogni estremità
del carrello) posizionati in maniera che il carrello avanzi obliquamente rispetto alla
lamiera oppure alla trave da saldare. Il magnete elettrico, può essere disinserito
tramite un volantino situato sul carrello, in caso che quest’ultimo necessiti di essere
pulito oppure essere trasportato senza saldatura. L’inserimento avviene con il
medesimo volantino.
Miggytrac 2000 è provvisto di una elettronica di comando digitale per la
programmazione della velocità di saldatura espressa in cm/minuto. Per la saldatura
ad intermittenza si può programmare, in cm, la lunghezza dei cordoni e la distanza
traloro(1--99cm).
Per ottimizzare l’effettività, la distanza tra i cordoni di saldatura avviene con la
velocità di trasporto (250 cm/min). Nel caso si utilizzi un’unità d’alimentazione, senza
la funzione di riempimento del cratere, si può programmare allora una così detta
funzione di riempimento all’indietro. Questa comporta, che il carrello va in
retromarcia per una quantità selezionata di mm, per riempire il cratere che si è
formato alla fine del cordone di saldatura.
IT

-- 7 --
fhb2d1ia
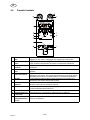
2.2 Apparecchiatura
1. Interruttore, Avvio/Arresto
2. Regolazione,
angolazione torcia
3. Slitta verticale
4. Supporto per torcia
5. Leva per disinserire il magnete
6. Ruota di guida
7. Braccio
8. Ruota del magnete
9. Ruote motrici
10. Slitta orizzontale
11. Collegamento elettrico
12. Elettronica
13. Telecomando, Volt/Amp.
2.3 Dati tecnici
Miggytrac 2000
Tensione alimentata: 36 -- 46 VAC
Potenza: 40 W ( max )
Velocità di saldatura: 15 -- 150 cm/min
Velocità rapida: 250 cm/min
Lunghezza del cordone per una saldatura ad intermit-
tenza:
1--99cm
Tempo per il riempimento del cratere: 0--9,9s
Backfill: 0--9,9cm
Dimensione (Lunghezza x Larghezza x Altezza): 33 x 26 x 36 cm
Peso: 9,5 kg
Regolazione slitte: +/-- 17 mm
Parametri comandati con telecomando: Volt e ampere (alimentazione del filo)
Dati massimi, telecomando: 10 kohm, 0,1 W
Corrente massima, tramite relè di avvio: 0,5 A
Tipo di collegamento: Burndy, 12 poli
Classe di protezione: IP23
Classe di protezione
Il codice IP corrisponde alla classe di protezione, cioè il grado di protezione contro l’infiltrazione di
particelle metalliche e acqua. Un impianto contrassegnato IP 23 è designato sia per uso interno che
per uso esterno.
IT

-- 8 --
fhb2i1ia
3 INSTALLAZTIONE
3.1 Generalità
La connession e a rete d eve essere eseguita da personale ad eg u atamente ad-
destrato.
MIGGYTRAC 2000 può essere collegato all’unità di alimentazione del filo MEK 4,
MEK 4SP, MEK 4C, MEK 44C, MED 44A, MEH 30, MEH 44, MED 302, MED 304,
MED 44B oppure M EK 2. Se la saldatura deve essere effettuata ad una lunga
distanza dall’unità di alimentazione si può collegare una unità intermediaria di
alimentazione (MEK 25).
Per effettuare la necessaria taratura di queste unità, a pagina 9.
MIGGYTRAC 2000 può essere azionato anche da altri generatori di corrente tramite
un gruppo trasformatore, a pagina 19.
Per il collegamento della MEK 4/ M EK 4S al MIGGYTRAC 2000, a pagina 22.
IT

-- 9 --
fhb2i1ia
3.2 Altri collegamenti
MEK 4 / MEK 4SP ! MIGGYTRAC 2000
Accessori: Cavi A, B, F, G e anche morsettiera di collegamento E {.
S Smontare lo sportello, |.
S Svitare il contatto a manicotto, }.
S Tagliare i cavi E1 e E2, ~.
S Collegare questi due cavi alla morsettiera di collegamento E ed anche i cavi F e
G, .
S Collegare i cavi A e B tra la morsettiera di collegamento G1 e G2 e il contatto a
manicotto, spina A e B, .
S Collegare i cavi F e G al contatto a m anicotto, spina F e G, .
S Avvitare il contatto a manicotto, }.
S Rimontare lo sportello, |.
IT

-- 1 0 --
fhb2i1ia
MEK 4C ! MIGGYTRAC 2000
Accessori: cavi A, B, F, G e anche morsettiera di collegamento E, ⎯{.
S Smontare lo sportello, |.
S Svitare il contatto a manicotto, }.
S Tagliare i cavi E1 e E2, ~.
S Collegare questi due cavi alla morsettiera di collegamento E ed anche i cavi F e
G, .
S Collegare i cavi A e B tra la morsettiera di collegamento J1 e J2 e il contatto a
manicotto, spina A e B, .
S Collegare i cavi F e G al contatto a m anicotto, spina F e G, .
S Avvitare il contatto a manicotto, }.
S Rimontare lo sportello, |.
IT

-- 1 1 --
fhb2i1ia
MEK 44C ! MIGGYTRAC 2000
Accessori: cavi C, D, J, K e anche morsettiera di collegamento E.
S Smontare lo sportello (1).
S Svitare il contatto a manicotto (2), 23--poli.
S Collegare il cavo J e K tra la scheda AP01 (3), morsettiera di collegamento J1 e
J2 ed il contatto a manicotto (2), spina A e B.
S Tagliare i cavi E1 e E2.
S Collegare questi due cavi alla morsettiera di collegamento E ed anche i cavi C e
D.
S Collegare i cavi C e D al contatto a manicotto, spina F e G.
S Avvitare il contatto a manicotto (2).
S Rimontare lo sportello (1).
IT

-- 1 2 --
fhb2i1ia
MED 44A ! MIGGYTRAC 2000
Accessori: cavi C, D, J, K e anche morsettiera di collegamento E.
S Smontare lo sportello (1).
S Svitare il contatto a manicotto (2), 23--poli.
S Collegare il cavo C tra la morsettiera di collegamento M7 (5), la vite numero 10,
ed il contatto a manicotto (2), spina A.
S Collegare il cavo D tra la morsettiera di collegamento M7 (5), la vite numero 11,
ed il contatto a manicotto (2), spina B.
S Tagliare i cavi 093 e 094.
S Collegare questi due cavi alla morsettiera di collegamento E ed anche i cavi J e K.
S Collegare i cavi J e K al contatto a manicotto (2), spina F e G.
S Avvitare il contatto a manicotto (2).
S Rimontare lo sportello (1).
Schema MEK 4, MEK 4SP, MEK 4C, MEK 44C, MED 44A ! MIGGYTRAC 2000
IT

-- 1 3 --
fhb2i1ia
MEH 30 / MEH 44 ! MIGGYTRAC 2000
Il set di cavi 0443 341 880 è provvisto di un contatto a manicotto 4--poli, “amphenol“
il quale viene montato sull’apposito foro (2) . Usando un contatto separato per il MIG-
GYTRAC 2000 rimane sempre la possibilità di usare il telecomando.
S Smontare il pannello laterale.
S Svitare il contatto a manicotto (2).
S Collegare il cavo A (600 mm) tra la morsettiera di collegamento B (1) numero 1
sulla scheda, in parallelo con il cavo rosa ed il contatto a manicotto (2) spina A.
S Collegare il cavo B (600 mm) tra la morsettiera di collegamento B (1) numero 2
sulla scheda, in parallelo con il cavo grigio ed il contatto a m anicotto (2) spina B.
S Collegare il cavo C (160 mm) tra la spina piatta di collegamento sulla piastra di
collegamento in parallelo con il cavo 011 (4) ed il contatto a manicotto (2) spina C.
Coprire il cavo 110 mm con il flessibile elcotermico.
S Collegare il cavo D (160 mm) tra la spina piatta di collegamento sulla piastra di
collegamento in parallelo con il cavo 012 (3) ed il contatto a manicotto (2) spina D.
Coprire il cavo 110 mm con il flessibile elcotermico.
S Avvitare il contatto a manicotto (2).
S Rimontare il pannello laterale.
S Collegare il burndy 12--poli alla spina a manicotto (5).
Schema MEH 30, MEH 44 ! MIGGYTRAC 2000
IT

-- 1 4 --
fhb2i1ia
MED 302 / MED 304 ! MIGGYTRAC 2000
Il set di cavi 0443 341 880 è provvisto di un contatto a manicotto 4--poli, “amphenol“
il quale viene montato sull’apposito foro (2) . Usando un contatto separato per il MIG-
GYTRAC 2000 rimane sempre la possibilità di usare il telecomando.
S Smontare il pannello laterale.
S Togliere il tappo cieco, (2).
S Collegare il cavo A tra la morsettiera di collegamento M7 (1) numero 1 sulla
scheda ed il contatto a manicotto (2) spina A.
S Collegare il cavo B tra la morsettiera di collegamento M7 (1) numero 2 sulla
scheda ed il contatto a manicotto (2) spina B.
S Collegare il cavo C tra la spina piatta di collegamento sulla piastra di
collegamento in parallelo con il cavo 047 (4) ed il contatto a manicotto (2) spina
C.
S Collegare il cavo D tra la spina piatta di collegamento sulla piastra di
collegamento in parallelo con il cavo 045 (3) ed il contatto a manicotto (2) spina
D.
S Rimontare il pannello laterale.
IT

-- 1 5 --
fhb2i1ia
MED 44B ! MIGGYTRAC 2000
Il set di cavi 0443 341 880 è provvisto di un contatto a manicotto 4--poli, “amphenol“
il quale viene montato sull’apposito foro (2) . Usando un contatto separato per il MIG-
GYTRAC 2000 rimane sempre la possibilità di usare il telecomando.
S Smontare il pannello laterale.
S Togliere il tappo cieco, (2).
S Collegare il cavo tra la morsettiera di collegamento M7 (5) numero 10 sulla ed il
contatto a manicotto (2) spina A.
S Collegare il cavo tra la morsettiera di collegamento M7 (5) numero 11 sulla ed il
contatto a manicotto (2) spina B.
S Collegare il cavo tra la spina piatta di collegamento sulla piastra di collegamento
in parallelo con il cavo 066 (4) ed il contatto a manicotto (2) spina C.
S Collegare il cavo tra la spina piatta di collegamento sulla piastra di collegamento
in parallelo con il cavo 062 (3) ed il contatto a manicotto (2) spina D.
S Rimontare il pannello laterale.
IT

-- 1 6 --
fhb2i1ia
MEK 2 ! MIGGYTRAC 2000
Il set di cavi 0443 341 880 è provvisto di un contatto a manicotto 4--poli, “amphenol“
il quale viene montato sull’apposito foro (2) . Usando un contatto separato per il MIG-
GYTRAC 2000 rimane sempre la possibilità di usare il telecomando.
S Aprire il coperchio, (6).
S Smontare lo sportello, |.
S Togliere il tappo cieco, (7).
S Tagliare i cavi E1 e E2, ~.
S Collegare questi due cavi alla morsettiera di collegamento
E ed anche i cavi C e D, ed al contatto a manicotto C e D,
.
S Collegare i cavi A e B tra la morsettiera di collegamento H01 e
H02 e il contatto a m anicotto, spina A e B, .
S Avvitare il contatto a manicotto, (7)
S Rimontare lo sportello, |.
S Chiudere il coperchio, (6).
IT

-- 1 7 --
fhb2i1ia
Schema MED 302, MED 304, MED 33B, MEK 2 ! MIGGYTRAC 2000
IT

-- 1 8 --
fhb2i1ia
Unità intermediaria di alimentazione MEK 25
Predisporre MEK 25 secondo come segue:
Accessori: Cavi C, D, J e K {.
S Aprire l’unità di alimentazione, |.
S Svitare il contatto a manicotto.
S Collegare i cavi J e K alla morsettiera di collegamento già esistente sui cavi 024
e 025 inoltre il contatto a manicotto.
S Collegare i cavi C e D tra il contatto a manicotto e l’esistente morsettiera di
collegamento, |.
Per il collegamento della MEK 25 al MIGGYTRAC 2000, a pagina 22.
IT

-- 1 9 --
fhb2i1ia
Universale
Per l’uso di MIGGYTRAC 2000 tramite altri generatori di corrente usare il gruppo
trasformatore e il cavo di comando secondo Accessori, a pagina 22.
1 Cavo di comando Universale
2 Gruppo trasformatore
IT

-- 2 0 --
fhb2o1ia
4USO
4.1 Generalità
Avvertimento:
Hai letto e capito le informazioni di sicurezza?
Non devi far funzionar e l’impianto senza prima aver letto e
capito le informazioni di sicurezza!
Le norme generali di sicurezza per utilizzare questo impianto sono descritte a
pagina 4, leggerle attentamente p rima d ell’u so d ell’impianto .
S Posizionare il Miggytrac 2000 vicino al giunto da saldare.
S Regolare la distanza dal giunto da saldare ed il senso della saldatura tramite le
ruote di guida, le quali durante l’esercizio devono premere leggermente contro la
flangia e di conseguenza guidare il carrello.
Quando il magnete è attivato aumenta la frizione tra la ruota di guida e la
lamiera, diminuendo quindi il rischio di slittamento. Il magnete viene attivato
tramite l’interruttore di avvio della saldatura.
S Accendere l’arco con l’interruttore e iniziare la saldatura nel senso desiderato.
Una lampada a spia indica che la tensione è inserita. Sia la velocità del carrello
che così pure la tensione dell’arco e la corrente di saldatura (velocità
dell’alimentazione del filo) viene regolata dal pannello di comando.
IT
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31































Documenti correlati
-
ESAB MIGGYTRAC 1000 Manuale utente
-
-
-
-
-
ESAB Miggytrac B501 Manuale utente
-
-
-
ESAB BV1000 / BVR1000 Manuale utente
-