La pagina si sta caricando...
La pagina si sta caricando...

3
MANUALE DI ISTRUZIONE PER APPARECCHIO DI TAGLIO AL PLASMA
IMPORTANTE: PRIMA DELLA MESSA IN OPERA DEL-
L’APPARECCHIO LEGGERE IL CONTENUTO DI QUESTO
MANUALE E CONSERVARLO, PER TUTTA LA VITA OPE-
RATIVA, IN UN LUOGO NOTO AGLI INTERESSATI.
QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO
ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA.
1 PRECAUZIONI DI SICUREZZA
LA SALDATURA ED IL TAGLIO AD ARCO POS-
SONO ESSERE NOCIVI PER VOI E PER GLI
ALTRI, pertanto l’utilizzatore deve essere istruito contro i
rischi, di seguito riassunti, derivanti dalle operazioni di
saldatura. Per informazioni più dettagliate richiedere il
manuale cod.3.300758
RUMORE.
Questo apparecchio non produce di per se rumo-
ri eccedenti gli 80dB. Il procedimento di taglio
plasma/saldatura può produrre livelli di rumore
superiori a tale limite; pertanto, gli utilizzatori dovranno
mettere in atto le precauzioni previste dalla legge.
CAMPI ELETTROMAGNETICI- Possono essere dannosi.
· La corrente elettrica che attraversa qualsi-
asi conduttore produce dei campi elettro-
magnetici (EMF). La corrente di saldatura o
di taglio genera campi elettromagnetici at-
torno ai cavi e ai generatori.
· I campi magnetici derivanti da correnti elevate possono
incidere sul funzionamento di pacemaker. I portatori di
apparecchiature elettroniche vitali (pacemaker) devono
consultare il medico prima di avvicinarsi alle operazioni
di saldatura ad arco, di taglio, scriccatura o di saldatura
a punti.
· L’ esposizione ai campi elettromagnetici della saldatura
o del taglio potrebbe avere effetti sconosciuti sulla salute.
Ogni operatore, per ridurre i rischi derivanti dall’ esposi-
zione ai campi elettromagnetici, deve attenersi alle se-
guenti procedure:
- Fare in modo che il cavo di massa e della pinza por-
taelettrodoodellatorciarimanganoafancati.Se
possibile,ssarliassiemecondelnastro.
- Non avvolgere i cavi di massa e della pinza porta
elettrodo o della torcia attorno al corpo.
- Non stare mai tra il cavo di massa e quello della
pinza portaelettrodo o della torcia. Se il cavo di
massa si trova sulla destra dell’operatore anche
quello della pinza portaelettrodo o della torcia deve
stare da quella parte.
- Collegare il cavo di massa al pezzo in lavorazione
più vicino possibile alla zona di saldatura o di taglio.
- Non lavorare vicino al generatore.
ESPLOSIONI.
· Non saldare in prossimità di recipienti a pressio-
ne o in presenza di polveri, gas o vapori esplosivi.
· Maneggiare con cura le bombole ed i regolatori
di pressione utilizzati nelle operazioni di saldatura.
COMPATIBILITÀ ELETTROMAGNETICA
Questo apparecchio è costruito in conformità alle in-
dicazioni contenute nella norma IEC 60974-10(Cl. A) e
deve essere usato solo a scopo professionale in
un ambiente industriale. Vi possono essere, infatti,
potenziali difcoltà nell’assicurare la compatibilità
elettromagnetica in un ambiente diverso da quello
industriale.
SMALTIMENTO APPARECCHIATURE ELETTRI-
CHE ED ELETTRONICHE.
Non smaltire le apparecchiature elettriche assie-
meairiutinormali!
In ottemperanza alla Direttiva Europea 2002/96/CE sui
riutidaapparecchiatureelettricheedelettronicheere-
lativa attuazione nell’ambito della legislazione nazionale,
leapparecchiatureelettriche giuntea ne vitadevono
essere raccolte separatamente e conferite ad un impian-
to di riciclo ecocompatibile. In qualità di proprietario delle
apparecchiature dovrà informarsi presso il nostro rappre-
sentante in loco sui sistemi di raccolta approvati. Dando
applicazione a questa Direttiva Europea migliorerà la si-
tuazioneambientaleelasaluteumana!
IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE
L’ASSISTENZA DI PERSONALE QUALIFICATO.
1.1 TARGA DELLE AVVERTENZE
Il testo numerato seguente corrisponde alle caselle nu-
merate della targa.
1. Le scintille provocate dal taglio possono causare
esplosioni od incendi.
1.1Tenereimaterialiinammabililontanodall’areadita-
glio.
1.2 Le scintille provocate dal taglio possono causare in-
cendi. Tenere un estintore nelle immediate vicinanze
e far sì che una persona resti pronta ad utilizzarlo.
1.3 Non tagliare mai contenitori chiusi.
2. L’arco plasma può provocare lesioni ed ustioni.
2.1 Spegnere l’alimentazione elettrica prima di smontare
la torcia.
2.2 Non tenere il materiale in prossimità del percorso di
taglio.
2.3 Indossare una protezione completa per il corpo.
3. Le scosse elettriche provocate dalla torcia o dal cavo
possono essere letali. Proteggersi adeguatamente
dal pericolo di scosse elettriche.
3.1 Indossare guanti isolanti. Non indossare guanti umidi
o danneggiati.
3.2 Assicurarsi di essere isolati dal pezzo da tagliare e
dal suolo.
3.3 Scollegare la spina del cavo di alimentazione prima
di lavorare sulla macchina.
4. Inalare le esalazioni prodotte durante il taglio può es-
sere nocivo alla salute.
4.1 Tenere la testa lontana dalle esalazioni.
4.2 Utilizzare un impianto di ventilazione forzata o di sca-
rico locale per eliminare le esalazioni.

4
4.3 Utilizzare una ventola di aspirazione per eliminare le
esalazioni.
5. I raggi dell’arco possono bruciare gli occhi e ustio-
nare la pelle. L'operatore deve, quindi, proteggere gli
occhi con lenti con grado di protezione uguale o su-
periore a DIN11 e il viso adeguatamente.
5.1 Indossare elmetto e occhiali di sicurezza. Utilizzare
adeguate protezioni per le orecchie e camici con il
colletto abbottonato. Utilizzare maschere a casco
con ltri della corretta gradazione. Indossare una
protezione completa per il corpo.
6. Leggere le istruzioni prima di utilizzare la macchina
od eseguire qualsiasi operazione su di essa.
7. Non rimuovere né coprire le etichette di avvertenza.
2 DESCRIZIONI GENERALI
Questo apparecchio è un generatore di corrente continua
costante, progettato per il taglio di materiali elettrocon-
duttori (metalli e leghe) mediante procedimento ad arco
plasma. Il gas plasma può essere aria oppure azoto.
2.1 MONTAGGIO TORCIA (FIG. 1)
Dopoaverinlatoilraccordodellatorcianellaprotezione
R, inserirlo sul raccordo P, avvitando a fondo la ghiera
onde evitare perdite d'aria che potrebbero danneggiare o
pregiudicare il buon funzionamento della torcia.
Non ammaccare il perno portacorrente e non piegare gli
spinotti del raccordo torcia. Una ammaccatura del per-
no impedisce di scollegarlo, mentre uno spinotto piegato
nongarantisceunbuoninserimentosulraccordossoP,
impedendo il funzionamento dell’apparecchio.
Fissare con le apposite viti la protezione R sul pannello.
Nel caso di utilizzo di torce per taglio automatico, colle-
gare il cavo di terra a morsetto W.
2.2 DESCRIZIONE DISPOSITIVI SULL’APPARECCHIO
A) Cavo di alimentazione
B)Raccordoariacompressa(letto1/4"gasfemmina)
C) Interruttore di rete
E) Manopola regolazione pressione
F) Manometro
G) Led termostato
H) Morsetto di massa
W
Fig. 1
?
OFF
Gklaxmzx, hj x j
g bnnsxmksksk
ghxnnmzxkxsk
gasuwencmc
tghsdhjsjksdjkxc
Ghgopglòdfòxlc òkvfàlxcvò l+dòvòùx
Sm,nxcv,mzx.c ierlòdfb-.èeì’,c mdlò
hsjkklasjlòsòlxc,òz
jhgfjksdhfjksdklcsmkldc
1 1.1 1.2 1.3
2 2.1 2.2 2.3
3 3.1 3.2 3.3
4 4.1 4.2 4.3
5 5.1
6
7
3098464

5
I) Vaschetta raccogli condensa
L)Ledpressioneariainsufciente.
M) Manopola di regolazione della corrente di taglio
P) Raccordo per torcia.
R) Protezione di sicurezza.
S) Led di blocco; si illumina in condizioni di pericolo(vedi
par. 6.1.1).
T) Pulsante per attivare e disattivare la funzione di “slef-
restart pilot”
U) Ledches'illuminaquandoèattivalafunzione"SELF-
RESTARTPILOT"
V) Led spia di rete.
W) Morsetto di terra per torce diritte.
2.3 DISPOSITIVI DI SICUREZZA
Questo impianto è provvisto delle seguenti sicurezze:
Termica:
Per evitare sovraccarichi. E’ evidenziata dall’accen-
sione continua del led G(vedig.1).
Pneumatica:
Posta sull’alimentazione della torcia per evitare che
la pressione aria sia insufciente. E’ evidenziata
dall’accensione del led L(vedig.1).SeilledL si accende
inmodointermittentesignicachelapressioneèscesa
momentaneamente al di sotto di 3,2 ÷ 3,5 bar.
Elettrica:
Posta sul corpo torcia, per evitare che vi siano tensioni
pericolose sulla torcia quando si sostituiscono l’ugello,
il diffusore, l’elettrodo o il portaugello;
• Non eliminare o cortocircuitare le sicurezze.
• Utilizzare solamente ricambi originali.
• Sostituire sempre eventuali parti danneggiate
dell’apparecchio o della torcia con materiale origi-
nale.
• Non far funzionare l’apparecchio senza i coperchi.
Questo sarebbe pericoloso per l’operatore e le per-
sone che si trovano nell’area di lavoro ed impedireb-
be all’apparecchio un raffreddamento adeguato.
2.4 SPIEGAZIONE DEI DATI TECNICI
L’apparecchio è costruito secondo le seguenti norme:
IEC 60974.1 - IEC 60974.3 - IEC 60974.7 - IEC 60974.10
Cl. A - IEC 61000-3-11 - IEC 61000-3-12 (vedi nota 2).
N°. Numero di matricola. Da citare sempre per
qualsiasi richiesta relativa all’apparecchio.
Convertitore statico di frequenza trifase
trasformatore-raddrizzatore.
Caratteristica discendente.
Adatto per il taglio al plasma.
torch type Tipo di torcia che deve essere utilizzata con
questo apparecchio per formare un sistema
sicuro.
U0. Tensione a vuoto secondaria.
X. Fattore di servizio percentuale.
Il fattore di servizio esprime la percentuale
di 10 minuti in cui l’apparecchio può lavo-
rare ad una determinata corrente I2 e ten-
sione U2 senza causare surriscaldamenti.
I2. Corrente di taglio
Art. 359: 60A @ 208/220/230/400/440V
Art. 361: a) 100A @ 400/440V
b) 80A @ 208/220/230V
U2 Tensione convenzionale secondaria con
corrente di taglio I2. Questa tensione dipen-
de dalla distanza tra l’ ugello e il pezzo da
tagliare.
Se questa distanza aumenta anche la
ten-sione di taglio aumenta ed il fattore
di servizio X% può diminuire.
U1. Tensione nominale di alimentazione prevista
per 208/220/230V - 400/440V con cambia-
tensione automatico.
3~ 50/60Hz Alimentazione trifase 50 oppure 60 Hz
I1 Max Corrente max. assorbita alla corrispondente
corrente I2 e tensione U2.
I1 eff E’ il massimo valore della corrente effettiva
assorbita considerando il fattore di servizio.
Solitamente, questo valore corrisponde alla
portata del fusibile (di tipo ritardato) da utiliz-
zare come protezione per l’ apparecchio.
IP23 S. Grado di protezione della carcassa.
Grado 3 come seconda cifra signica che
questo apparecchio può essere immagazzi-
nato, ma non impiegato all’esterno durante
le precipitazioni, se non in condizione pro-
tetta.
S
Idoneo a lavorare in ambienti con rischio
accresciuto.
NOTE:
1- L’apparecchio è inoltre stato progettato per lavorare
in ambienti con grado di inquinamento 3. (Vedi IEC
60664).
2- Questa attrezzatura è conforme alla norma IEC
61000-3-12 a condizione che l’impedenza massima
Zmax ammessa dell’impianto sia inferiore o uguale
a 0,146 (Art. 359)-0,088 (Art. 361) al punto di interfac-
cia fra l’impianto dell’utilizzatore e quello pubblico.
E’ responsabilità dell’’installatore o dell’utilizzatore
dell’attrezzatura garantire, consultando eventualmen-
te l’operatore della rete di distribuzione, che l’attrezza-
tura sia collegata a un’alimentazione con impedenza
massima di sistema ammessa Zmax inferiore o uguale
a 0,146 (Art. 359)- 0,088 (Art. 361).
2.5 MESSA IN OPERA
L’installazione dell’apparecchio deve essere fatta da
personale qualicato. Tutti i collegamenti devono es-
sere eseguiti in conformità alle vigenti norme e nel
pieno rispetto della legge antiinfortunistica (vedi CEI
26-23 / IEC-TS 62081).
Collegare l’alimentazione dell’aria al raccordo B.
Nel caso che l’alimentazione dell’aria provenga da un
riduttore di pressione di un compressore o di un impian-
to centralizzato il riduttore deve essere regolato ad una
pressione di uscita non superiore a 8 bar (0,8 MPa). Se
l’alimentazione dell’aria proviene da una bombola di aria
compressa questa deve essere equipaggiata con un re-
golatore di pressione; non collegare mai una bombola

6
di aria compressa direttamente al riduttore dell’ap-
parecchio! La pressione potrebbe superare la capa-
cità del riduttore che quindi potrebbe esplodere!
Collegare il cavo di alimentazione A : il conduttore giallo
verdedelcavodeveesserecollegatoadun’efciente
presa di terra dell’impianto; i rimanenti conduttori debbo-
no essere collegati alla linea di alimentazione attraverso
un interruttore posto, possibilmente, vicino alla zona di
taglio per permettere uno spegnimento veloce in caso di
emergenza.
La portata dell’interruttore magnetotermico o dei fusibili
in serie all’interruttore deve essere uguale alla corrente
I1eff assorbita dall’apparecchio.
La corrente I1eff assorbita si deduce dalla lettura dei dati
tecnici riportati sull’ apparecchio in corrispondenza della
tensione di alimentazione U1 a disposizione.
Eventuali prolunghe debbono essere di sezione adeguata
alla corrente I1max assorbita.
3 IMPIEGO
Assicurarsi che il pulsante di start non sia premuto.
Accendere l’apparecchio mediante l’interruttore C. Que-
sta operazione sarà evidenziata dall’accensione della
lampada spia V. Premendo per un istante il pulsante della
torciasicomandal’aperturadelussodell’ariacompres-
sa. In questa condizione regolare la pressione, indicata
dal manometro F, a 5 bar (0,5 MPa) per torce di lunghezza
6 m. e a 5,5 bar (0,55 MPa) per torce di lunghezza 12 m.
agendo sulla manopola E del riduttore, quindi bloccare
detta manopola premendo verso il basso.
Collegare il morsetto di massa al pezzo da tagliare.
Il circuito di taglio non deve essere posto deliberatamen-
te a contatto diretto o indiretto con il conduttore di prote-
zione se non nel pezzo da tagliare.
Se il pezzo in lavorazione viene collegato deliberatamen-
te a terra attraverso il conduttore di protezione, il colle-
gamento deve essere il più diretto possibile ed eseguito
con un conduttore di sezione almeno uguale a quella del
conduttore di ritorno della corrente di taglio e connesso
al pezzo in lavorazione nello stesso punto del conduttore
di ritorno utilizzando il morsetto del conduttore di ritorno
oppure utilizzando un secondo morsetto di massa posto
immediatamente vicino. Ogni precauzione deve essere
presa per evitare correnti vaganti.
3.1 TAGLIO (MODALITÀ DI LAVORO ”CUT”)
Scegliere, mediante la manopola M, la corrente di taglio.
Torcia Cebora CP101:
con l’ ugello ø 1,2 e correnti da 45 a 60 A utilizzare l’ap-
posito distanziale a due punte Art. 1404.
Torcia Cebora CP161:
Con corrente di taglio da 20 a 40A e ugello diametro 0,8
mm è possibile effettuare un taglio appoggiando diretta-
mente l’ugello al pezzo (drag cut).
Per correnti superiori a 40A è indispensabile utilizzare il
distanziale a molla o a due punte per evitare di mettere a
contatto diretto l’ugello o la protezione ugello con il pez-
zo da tagliare. Con la torcia per impiego in automatico,
tenere una distanza di circa 4mm tra protezione ugello e
pezzo, così come indicato nelle tabelle di taglio.
Assicurarsi che il morsetto di massa e il pezzo siano in
buon contatto elettrico in particolare con lamiere verni-
ciate, ossidate o con rivestimenti isolanti.
Non collegare il morsetto di massa al pezzo di materiale
che deve essere asportato. Premere il pulsante della tor-
cia per accendere l’arco pilota. Se dopo 2 secondi non
si inizia il taglio, l’arco pilota si spegne e quindi, per riac-
cenderlo, è necessario premere nuovamente il pulsante.
Tenere la torcia verticale durante il taglio.
Completato il taglio e dopo aver lasciato il pulsante, l’aria
continua ad uscire dalla torcia per circa 100 secondi per
consentire alla torcia stessa di raffreddarsi.
E’ bene non spegnere l’apparecchio prima della ne
di questo tempo.
Nel caso si debbano eseguire fori o si debba iniziare il
taglio dal centro del pezzo si deve disporre la torcia in po-
sizione inclinata e lentamente raddrizzarla in modo che
il metallo fuso non sia spruzzato sull’ugello (vedi g.2).
Questa operazione deve essere eseguita quando si fora-
no pezzi di spessore superiore ai 3 mm.
Nell’ impiego in automatico attenersi alle tabelle di taglio.
Nel caso si debbano eseguire tagli circolari si consiglia
di utilizzare l’apposito compasso fornito a richiesta.
E' importante ricordare che l'utilizzo del compasso può
rendere necessario impiegare la tecnica di partenza su-
indicata(g.2).
Non tenere inutilmente acceso l’arco pilota in aria per
non aumentare il consumo dell’elettrodo, del diffusore
e dell’ugello.
Fig. 2
Fig. 3
A lavoro terminato, spegnere la macchina.
3.2 TAGLIO SU GRIGLIATO (MODALITÀ DI LAVORO
SELF-RESTART)
Per tagliare lamiere forate o grigliati attivare tale funzione.
Allanedeltaglio,mantenendopremutoilpulsante,l'ar-
co pilota si riaccenderà automaticamente. Utilizzare
questa funzione solo se necessario per evitare un'
inutile usura dell' elettrodo e dell' ugello.
3.3 SCRICCATURA (MODALITÀ DI LAVORO “GOU-
GE”). Solo per torcia CP161.
Questa operazione permette di togliere saldature difetto-

7
se, dividere pezzi saldati, preparare lembi etc. Per questa
operazione si deve usare l'ugello ø 3 mm.
Il valore di corrente da utilizzare varia da 60 a 100A in
funzione dello spessore e della quantità di materiale che
si vuole asportare. L'operazione deve essere eseguita
tenendo la torcia inclinata (g.4) e avanzando verso il
materiale fuso in modo che il gas uscente dalla torcia lo
allontani. L'inclinazione della torcia rispetto al pezzo di-
pende dalla penetrazione che si vuole ottenere. Poichè
le scorie fuse durante il procedimento tendono ad attac-
carsi al portaugello e alla protezione ugello, è bene tenerli
puliti di frequente per evitare che si inneschino fenomeni
tali (doppio arco) da distruggere l'ugello in pochi secondi.
Data la forte emissione di radiazioni (infrarosse e ultra-
violette) durante questo procedimento, si consiglia una
protezione molto accurata dell' operatore e delle persone
che si trovano nelle vicinanze del posto di lavoro.
Fig. 4
A lavoro terminato, spegnere la macchina.
4 INCONVENIENTI DI TAGLIO
4.1 INSUFFICIENTE PENETRAZIONE
Le cause di questo inconveniente possono essere:
• velocità elevata. Assicurarsi sempre che l’arco sfondi
completamente il pezzo da tagliare e che non abbia
mai una inclinazione, nel senso di avanzamento, su-
periore ai 10 -15°. Si eviteranno consumi non corretti
dell’ugello e bruciature al portaugello.
• Spessore eccessivo del pezzo.
• Morsetto di massa non in buon contatto elettrico con il
pezzo.
• Ugello ed elettrodo consumati.
• Corrente di taglio troppo bassa.
N.B. : Quando l’arco non sfonda le scorie di metallo fuso
ostruiscono l’ugello.
4.2 L’ARCO DI TAGLIO SI SPEGNE
Le cause di questo inconveniente possono essere:
• ugello, elettrodo o diffusore consumati
• pressione aria troppo alta
• tensione di alimentazione troppo bassa
4.3 TAGLIO INCLINATO
Qualora il taglio si presentasse inclinato spegnere l’appa-
recchio e sostituire l’ugello.
Quando la corrente di taglio supera 45 A evitare che
l’ugello vada in contatto elettrico con il pezzo da tagliare
(anche attraverso scorie di metallo fuso),questa condizio-
ne provoca una rapida, a volte istantanea, distruzione del
foro dell’ugello che provoca un taglio di pessima qualità.
4.4 ECCESSIVA USURA DEI PARTICOLARI DI CON-
SUMO
Le cause di questo problema possono essere:
a) pressione aria troppo bassa rispetto a quella consi-
gliata.
b) eccessive bruciature sulla parte terminale del
portaugello.
5 CONSIGLI PRATICI
• Se l’aria dell’impianto contiene umidità ed olio in quan-
tità notevole è bene utilizzare un ltro essiccatore per
evitare una eccessiva ossidazione ed usura delle parti di
consumo, il danneggiamento della torcia e che vengano
ridotte la velocità e la qualità del taglio.
• Le impurità presenti nell’aria favoriscono l’ossidazione
dell’elettrodoedell’ugelloepossonorenderedifcoltosa
l’accensione dell’arcopilota.Se si vericaquestacon-
dizione pulire la parte terminale dell’elettrodo e l’interno
dell’ugelloconcartaabrasivane.
• Assicurarsi che l’elettrodo e l’ugello nuovi che stanno
per essere montati siano ben puliti e sgrassati.
• Per evitare di danneggiare la torcia utilizzare sem-
pre ricambi originali.
6 MANUTENZIONE
Togliere sempre l'alimentazione all’apparecchio pri-
ma di ogni intervento che deve essere eseguito da
personale qualicato.
6.1 MANUTENZIONE GENERATORE
In caso di manutenzione all'interno dell’apparecchio, as-
sicurarsi che l'interruttore Csiainposizione"O"eche il
cavo di alimentazione sia scollegato dalla rete.
Vericareinoltrechenonvisiatensioneaicapideicon-
densatori del gruppo IGBT. Anche se l’apparecchio è
provvista di un dispositivo automatico per lo scarico della
condensa, che entra in funzione ogni volta che si chiude
l’alimentazione dell’aria, è buona norma, periodicamente,
controllare che nella vaschetta I(g.1)delriduttorenon
vi siano tracce di condensa. Periodicamente, inoltre, è
necessario pulire l’interno dell’apparecchio dalla polvere
metallica accumulatasi, usando aria compressa.
6.1.1 Diagnosi
Il led Ssiaccendequandosivericanoleseguenticon-
dizioni:

8
LED S CONDIZIONE RIMEDIO
Acceso
sso
All'accensione della
macchina
Attendere 5 sec.
dall'accensione della
macchina
Acceso
sso
Pulsante premuto
durante l'accensione
della macchina
Rilasciare il pulsante
durante l'accensione
della macchina
Acceso
sso
Mancanza della prote-
zione di sicurezza R
Montare la protezione
Acceso
sso
Tensione di pilotag-
gio degli IGBT non
corretta
Contattare l'assisten-
za
Acceso
sso
Contatto del reed
chiuso durante l'ac-
censione della mac-
china
Contattare l'assisten-
za
Acceso
sso
Tensione di alimenta-
zione troppo bassa
Controllare la tensione
di alimentazione
Acceso
sso
Mancanza di una fase
nella linea di alimenta-
zione
Vericarelalineadi
alimentazione. Nota:
in alcune situazioni
la mancanza di una
fase non produce
l'accensione del led
S, pertanto in caso
di mancato funzio-
namentovericare
comunque le fasi della
linea di alimentazione
Acceso
lampegg.
Cortocircuito tra
elettrodo ed ugello
durante l'accensione
della macchina oppure
durante il taglio.
Sostituire l'elettrodo
e l'ugello e eventual-
mente anche il diffu-
sore.
6.2 MANUTENZIONE TORCIA
In riferimento alle Figg.5 e 6, i particolari soggetti ad usu-
ra sono l'elettrodo A, il diffusore B, l'ugello C e la prote-
zione ugello E e devono essere sostituiti dopo aver svita-
to il portaugello D.
L'e l e t t r o d o A deve essere sostituito quando presenta un
cratere al centro profondo circa 1,2 mm.
Fig. 5 Fig. 6
A
A
B
B
D
D
E
C
C
ATTENZIONE: per svitare l'elettrodo non esercitare sforzi
improvvisimaapplicareunaforzaprogressivanoapro-
vocarelosbloccaggiodelletto.L'elettrodonuovodeve
essere avvitato nella sede e bloccato senza stringere a
fondo.
L'u g e l l o C va sostituito quando presenta il foro centrale
rovinato oppure allargato rispetto a quello del particolare
nuovo. Una ritardata sostituzione dell'elettrodo e dell'u-
gello provoca un eccessivo riscaldamento delle parti, tale
da pregiudicare la durata del diffusore B.
Assicurarsi che, dopo la sostituzione, il portaugello D sia
strettoasufcienza.
ATTENZIONE: avvitare il portaugello D sul corpo torcia
solo con l'elettrodo A, il diffusore B, l'ugello C e la prote-
zione ugello E (solo per CP 161) montati.
La mancanza di tali particolari compromette il fun-
zionamento dell'apparecchio ed in particolare la si-
curezza dell'operatore.
6.3 ACCORGIMENTI DA USARE DOPO UN INTER-
VENTO DI RIPARAZIONE.
Dopo aver eseguito una riparazione, fare attenzione a
riordinare il cablaggio in modo che vi sia un sicuro iso-
lamento tra il lato primario ed il lato secondario della
maccchina.Evitarecheilipossanoandareacontatto
con parti in movimento o parti che si riscaldano durante il
funzionamento. Rimontare tutte le fascette come sull’ap-
parecchio originale in modo da evitare che, se acciden-
talmente un conduttore si rompe o si scollega, possa
avvenire un collegamento tra il primario ed il secondario.
Rimontare inoltre le viti con le rondelle dentellate come
sull’apparecchio originale.
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...

77
La richiesta di pezzi di ricambio deve indicare sempre:
numero di articolo, matricola e data di acquisto della
macchina, posizione e quantità del ricambio.
When ordering spare parts please always state the ma-
chine item and serial number and its purchase data, the
spare part position and the quantity.
POS DESCRIZIONE DESCRIPTION
01 SUPPORTO MANICO HANDLE SUPPORT
02 MANICO HANDLE
03 COPERCHIO COVER
04 CORNICE FRAME
05 PANNELLO PANEL
06 PANNELLO POSTERIORE BACK PANEL
07 PRESSACAVO STRAIN RELIEF
08 CAVO RETE POWER CORD
09 MANOMETRO GAUGE
10 RIDUTTORE REGULATOR
11 PRESSOSTATO PRESSURE SWITCH
12 ELETTROVALVOLA SOLENOID VALVE
13 ELETTROVALVOLA SOLENOID VALVE
14 GRUPPO ARIA AIR UNIT
17 SUPPORTO SUPPORT
18 LATERALE SIDE PANEL
19 CIRCUITO ALTA FREQUENZA HIGH-FREQ. CIRCUIT
20 DISSIPATORE RADIATOR
21 MOTORE CON VENTOLA MOTOR WITH FAN
22 SUPPORTO SECONDARIO SECONDARY SUPPORT
23 IMPEDENZA CHOKE
24 SUPPORTO PRIMARIO PRIMARY SUPPORT
25 DISSIPATORE RADIATOR
26 CIRCUITO DI CONTROLLO CONTROL CIRCUIT
27 TRASFORMAT. DI POTENZA POWER TRANSFORMER
28 SUPPORTO SUPPORT
29 RESISTENZA RESISTANCE
POS DESCRIZIONE DESCRIPTION
30 PIEDE FOOT
31 FONDO BOTTOM
32 CAVO MASSA EARTH CABLE
44 PROTEZIONE PROTECTION
45 PANNELLO ANTERIORE FRONT PANEL
46 MANOPOLA KNOB
47 PRESA SOCKET
48 ADATTATORE FISSO FIXED ADAPTOR
49 RACCORDO FITTING
50 RACCORDO FITTING
51 RACCORDO A 3 VIE T-FITTING
52 TRAS. ALTA TENSIONE HIGH-VOLTAGE TRANS
53 INTERRUTTORE SWITCH
54 PROTEZIONE PROTECTION
55 SUPPORTO RIDUTTORE REGULATOR SUPPORT
56 CIRCUITO FILTRO FILTER CIRCUIT
57 CIRCUITO PANNELLO PANEL CIRCUIT
58 PIANO INTERMEDIO INSIDE BAFFLE
59 SUPPORTO IMPEDENZA IMPEDANCE SUPPORT
63 KIT DIODO DIODE KIT
64 RESISTENZA RESISTANCE
65 CIRCUITO SECONDARIO SECONDARY CIRCUIT
66 TERMOSTATO THERMOSTAT
67 RADDRIZZATORE RECTIFIER
68 I.G.B.T I.G.B.T
69 CIRCUITO I.G.B.T. I.G.B.T. CIRCUIT
70 CAVALLOTTO JUMPER
ART. 359.95
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...

86
TABELLE DI TAGLIO
CUTTING CHARTS
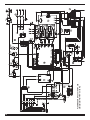
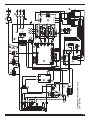
CODIFICA COLORI
CABLAGGIO ELETTRICO
WIRING DIAGRAM
COLOUR CODE
A NERO BLACK
B ROSSO RED
C GRIGIO GREY
D BIANCO WHITE
E VERDE GREEN
F VIOLA PURPLE
G GIALLO YELLOW
H BLU BLUE
K MARRONE BROWN
J ARANCIO ORANGE
I ROSA PINK
CODIFICA COLORI
CABLAGGIO ELETTRICO
WIRING DIAGRAM
COLOUR CODE
L ROSA-NERO PINK-BLACK
M GRIGIO-VIOLA GREY-PURPLE
N BIANCO-VIOLA WHITE-PURPLE
O BIANCO-NERO WHITE-BLACK
P GRIGIO-BLU GREY-BLUE
Q BIANCO-ROSSO WHITE-RED
R GRIGIO-ROSSO GREY-RED
S BIANCO-BLU WHITE-BLUE
T NERO-BLU BLACK-BLUE
U GIALLO-VERDE YELLOW-GREEN
V AZZURRO BLUE
Art. 359-361 - CP101 - 60 A
Acciaio dolce
Mild steel
Acciaio inossidabile
Stainless steel
Alluminio
Aluminium
Corrente di taglio
Cutting current
Spessore
Thickness
Velocità di taglio
Cutting speed
Spessore
Thickness
Velocità di taglio
Cutting speed
Spessore
Thickness
Velocità di taglio
Cutting speed
(A) (mm) (m/min) (mm) (m/min) (mm) (m/min)
60 3 5,20 4 3,20 4 4,00
60 6 2,20 5 2,30 6 2,30
60 8 1,60 6 1,80 8 1,60
60 10 1,10 8 0,90 12 0,90
60 12 0,85 12 0,40 15 0,70
60 15 0,50 15 0,25 20 0,50
60 20 0,26 20 0,15 25 0,40
60 25 0,17
60 30 0,07
Art. 1765
(3110232)
Art. 1958
(5710248)
Art. 1877
(5710661)
Art. 1911
(5710668)
Ugello
Nozzle
Diffusore
Swirl ring
Elettrodo
Electrode
Porta ugello
Nozzle holder
Art. 1404
(3080821)
MAR
Distanziale
Spacer

87
Art. 359-361 - CP161 - 40 A
Art. 1757
(3110242)
Art. 1970
(3160396)
Art. 1876
(5710660)
Art. 1904
(5710681)
Ugello
Nozzle
Diffusore
Swirl ring
Elettrodo
Electrode
Porta ugello
Nozzle holder
Protezione Ugello
Shield
Art. 1997
(5710267)
DAR
MAR
Corrente di
taglio
Cutting current
Spessore
Thickness
Tensione d’arco
(qualità)
Arc voltage
(quality)
Velocità di taglio
Cutting speed
Altezza di lavoro
Cutting height
Altezza di
sfondamento
Pierce height
Ritardo di
sfondamento
Pierce delay
Solco di taglio
(qualità)
Kerf width
(quality)
Qualità
Quality
Produzione
Production
(A) (mm) (V) (m/min) (mm) (mm) (s) (mm)
40 1 87 8,00 10,00 1,5 3,0 0,1 0,6
40 2 92 6,00 6,60 1,5 3,0 0,1 0,9
40 3 98 3,30 4,00 1,5 3,0 0,2 1,2
40 5 101 1,50 2,00 1,5 5,0 0,4 1,5
40 6 106 1,00 1,50 1,5 5,0 0,5 1,7
40 1 92 8,00 10,00 1,5 3,0 0,1 1,4
40 2 96 4,80 5,50 1,5 4,0 0,4 1,6
40 3 98 2,80 3,40 1,5 4,0 0,4 1,9
40 5 101 1,30 1,80 1,5 5,0 0,4 2,0
40 6 105 0,70 0,90 1,5 5,0 0,5 2,1
40 1 100 8,10 10,00 1,5 3,0 0,2 1,4
40 2 105 6,00 7,00 1,5 4,0 0,3 1,5
40 3 106 2,70 3,70 1,5 4,0 0,4 1,7
40 5 110 1,60 2,20 1,5 4,0 0,5 1,9
40 6 112 1,10 1,70 1,5 5,0 0,5 2,0
ACCIAIO DOLCE - MILD STEEL
ACCIAIO INOSSIDABILE - STAINLESS STEEL
ALLUMINIO - ALUMINIUM

88
Art. 1760
(3110227)
Art. 1970
(3160396)
Art. 1876
(5710660)
Art. 1904
(5710681)
Ugello
Nozzle
Diffusore
Swirl ring
Elettrodo
Electrode
Porta ugello
Nozzle holder
Protezione Ugello
Shield
Art. 1988
(3053345)
Art. 1620
Art. 1701
Art. 1989
(5710264)
MAR
DAR
Distanziale
Spacer
Art. 359-361 - CP161 - 60 A
Corrente di
taglio
Cutting current
Spessore
Thickness
Tensione d’arco
(qualità)
Arc voltage
(quality)
Velocità di taglio
Cutting speed
Altezza di lavoro
Cutting height
Altezza di
sfondamento
Pierce height
Ritardo di
sfondamento
Pierce delay
Solco di taglio
(qualità)
Kerf width
(quality)
Qualità
Quality
Produzione
Production
(A) (mm) (V) (m/min) (mm) (mm) (s) (mm)
60 3 136 5,50 6,25 4,0 5,0 0,3 1,7
60 6 139 2,30 2,70 4,0 7,0 0,5 1,8
60 8 140 1,70 1,90 4,0 7,0 0,5 1,8
60 10 141 1,30 1,51 4,0 7,0 0,6 1,9
60 12 146 0,90 1,02 4,0 7,0 0,7 2,1
60 15 155 0,45 0,51 4,0 8,0 1,0 2,3
60 20 158 0,30 0,42 4,0
Partenza dal bordo
(Edge start)
2,6
60 25 169 0,15 0,19 4,0 3,2
60 30 183 0,07 0,08 4,0 4,0
60 3 141 5,50 6,10 4,0 5,0 0,2 1,7
60 4 145 4,20 5,40 4,0 5,0 0,3 1,8
60 5 134 2,50 3,10 4,0 6,0 0,4 1,9
60 6 136 1,70 2,05 4,0 6,0 0,4 1,9
60 8 144 1,00 1,45 4,0 6,0 0,4 2,0
60 12 146 0,59 0,74 4,0 7,0 0,5 2,2
60 15 157 0,32 0,40 4,0
Partenza dal bordo
(Edge start)
2,4
60 20 158 0,21 0,27 4,0 2,7
60 25 160 0,15 0,17 4,0 3,2
60 3 129 6,50 7,10 4,0 4,0 0,2 1,7
60 4 134 5,40 6,50 4,0 4,0 0,3 1,8
60 6 142 2,80 4,00 4,0 4,0 0,4 1,9
60 8 150 2,00 2,45 4,0 5,0 0,7 1,9
60 12 157 1,10 1,35 4,0 7,0 1,1 2,1
60 15 162 0,70 0,80 4,0
Partenza dal bordo
(Edge start)
2,2
60 20 170 0,35 0,42 4,0 2,5
60 25 178 0,15 0,18 4,0 3,1
ACCIAIO DOLCE - MILD STEEL
ACCIAIO INOSSIDABILE - STAINLESS STEEL
ALLUMINIO - ALUMINIUM

89
Art. 1761
(3110228)
Art. 1970
(3160396)
Art. 1876
(5710660)
Art. 1904
(5710681)
Ugello
Nozzle
Diffusore
Swirl ring
Elettrodo
Electrode
Porta ugello
Nozzle holder
Protezione Ugello
Shield
Art. 1988
(3053345)
Art. 1620
Art. 1701
Art. 1989
(5710264)
MAR
DAR
Distanziale
Spacer
Art. 361 - CP161 - 100 A
Corrente di
taglio
Cutting current
Spessore
Thickness
Tensione d’arco
(qualità)
Arc voltage
(quality)
Velocità di taglio
Cutting speed
Altezza di lavoro
Cutting height
Altezza di
sfondamento
Pierce height
Ritardo di
sfondamento
Pierce delay
Solco di taglio
(qualità)
Kerf width
(quality)
Qualità
Quality
Produzione
Production
(A) (mm) (V) (m/min) (mm) (mm) (s) (mm)
100 3 131 6,50 9,00 4,0 4,0 0,2 1,7
100 6 132 4,20 5,80 4,0 7,0 0,5 1,7
100 8 132 3,00 3,80 4,0 7,0 0,6 2,0
100 10 134 2,20 2,70 4,0 7,0 0,7 2,1
100 12 136 1,80 2,10 4,0 7,0 0,8 2,3
100 15 138 1,00 1,40 4,0 7,0 0,9 2,2
100 20 143 0,80 0,91 4,0 7,0 1,2 2,8
100 25 149 0,50 0,60 4,0
Partenza dal bordo
(Edge start)
2,9
100 30 155 0,30 0,40 4,0 3,2
100 35 160 0,25 0,30 4,0 3,3
100 40 166 0,15 0,19 4,0 3,4
100 4 124 6,50 8,50 4,0 4,0 0,3 1,7
100 5 124 4,80 6,20 4,0 4,0 0,4 1,7
100 6 133 3,40 5,10 4,0 5,0 0,5 1,8
100 8 134 2,20 3,30 4,0 5,0 0,5 2,1
100 12 140 1,10 1,60 4,0 6,0 0,7 2,2
100 15 144 0,80 1,10 4,0 7,0 0,7 2,3
100 20 148 0,55 0,78 4,0 7,0 1,2 3,0
100 25 149 0,41 0,50 4,0
Partenza dal bordo
(Edge start)
3,1
100 30 153 0,28 0,34 4,0 3,3
100 4 125 7,80 9,50 4,0 3,0 0,3 1,6
100 6 133 5,00 7,00 4,0 4,0 0,3 1,7
100 8 137 3,60 5,20 4,0 5,0 0,3 1,9
100 12 143 1,70 2,30 4,0 6,0 0,4 2,3
100 15 148 1,30 1,59 4,0 7,0 0,4 2,4
100 20 156 0,86 1,12 4,0 7,0 0,8 2,8
100 25 158 0,60 0,67 4,0
Partenza dal bordo
(Edge start)
2,9
100 30 165 0,50 0,58 4,0 3,1
100 35 167 0,32 0,36 4,0 3,2
100 40 168 0,21 0,23 4,0 3,4
ACCIAIO INOSSIDABILE - STAINLESS STEEL
ALLUMINIO - ALUMINIUM
ACCIAIO DOLCE - MILD STEEL
La pagina si sta caricando...
La pagina si sta caricando...

92
CEBORA S.p.A - Via Andrea Costa, 24 - 40057 Cadriano di Granarolo - BOLOGNA - Italy
Tel. +39.051.765.000 - Fax. +39.051.765.222
www.cebora.it - e-mail: [email protected]
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92




























































































Cebora 361.02 Plasma Sound PC 10051/T Manuale utente
- Tipo
- Manuale utente
- Questo manuale è adatto anche per
in altre lingue
- English: Cebora 361.02 Plasma Sound PC 10051/T User manual
- français: Cebora 361.02 Plasma Sound PC 10051/T Manuel utilisateur
- español: Cebora 361.02 Plasma Sound PC 10051/T Manual de usuario
- Deutsch: Cebora 361.02 Plasma Sound PC 10051/T Benutzerhandbuch
- Nederlands: Cebora 361.02 Plasma Sound PC 10051/T Handleiding
- português: Cebora 361.02 Plasma Sound PC 10051/T Manual do usuário
- dansk: Cebora 361.02 Plasma Sound PC 10051/T Brugermanual
- svenska: Cebora 361.02 Plasma Sound PC 10051/T Användarmanual
- suomi: Cebora 361.02 Plasma Sound PC 10051/T Ohjekirja
Documenti correlati
-
Cebora 355 Plasma Sound PC 6060/T Manuale utente
-
-
-
-
-
-
-
-
-

