
IT
Valid for serial no. 709--xxx--xxxx0449 265 201 IT 2007--07--12
A6 Mastertrac
A6 TF/ A6 TF (Twin)
Istruzioni per l’uso

-- 2 --
DICHIARAZIONE DI CONFORMITA
ESAB AB, Welding Equipment, 695 81 Laxå, Svezia, dichiara sotto la propria responsabilità che la
saldatrice automatica A6 Mastertrac (A6 TF/A6 TF Twin) con numero di serie a partire da 709 xxx
xxxx (2007 sett. 09) è progettata e collaudata in conformità alle norme armonizzate previste dalle di-
rettive 98/37/CE e 2004/108/CE.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
Kent Eimbrodt
Global Director
Equipment and Automation
L
axå 2007--02--21

-- 3 --
TOCi
Ci riserviamo il diritto di variare le specifiche senza preavviso.
1 SICUREZZA 4.......................................................
2 INTRODUZIONE 6...................................................
2.1 Generalità 6................................................................
2.2 Metodi di saldatura 6........................................................
2.3 Definizioni 6................................................................
2.4 Saldatura su piano orizzontale oppure su piano inclinato 6........................
2.5 Dati tecnici 7...............................................................
2.6 Componenti principali A6 TF (UP), A6 TF Twin (UP) 8...........................
2.7 Descrizione dei Componenti Principali 9........................................
3 INSTALLAZIONE 10...................................................
3.1 Generalità 10................................................................
3.2 Montaggio 10................................................................
3.3 Regolazione del mozzo del freno 10............................................
3.4 Collegamenti 11..............................................................
4USO 12..............................................................
4.1 Generalità 12................................................................
4.2 Carica del filo di saldatura (A6 TF) 13...........................................
4.3 Sostituzione del rullo traina (A6 TF) 14..........................................
4.4 Attrezzature di contatto per saldatura UP 15.....................................
4.5 Carica della polvere di saldatura (saldatura UP) 16...............................
4.6 Conversione dell’A6 TF (saldatura UP) per la saldatura MIG/MAG. 16...............
4.7 Conversione dell’A6 TF (saldatura UP) per T win--arc (filo doppio). 16................
5 MANUTENZIONE 17...................................................
5.1 Generalità 17................................................................
5.2 Ogni giorno 17...............................................................
5.3 Periodica 17.................................................................
6 RICERCA GUASTI 18.................................................
6.1 Generalità 18................................................................
6.2 Possibili guasti 18............................................................
7 ORDINAZIONE RICAMBIO 18..........................................
PARTI DI USURA 19.....................................................
DIMENSIONI 22..........................................................
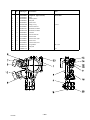
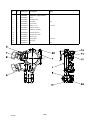
ELENCO RICAMBI 23....................................................

-- 4 --
safetyI
1 SICUREZZA
L’utilizzatore di un impianto per saldatura ESAB è responsabile delle misure di sicurezza per il per-
sonale che opera con il sistema o nelle vicinanze dello stesso. Le misure di sicurezza devono sod-
disfare le norme previste per questo tipo di impianto per saldatura. Queste indicazioni sono da con-
siderarsi un complemento alle norme di sicurezza vigenti sul posto di lavoro.
Il sistema di saldatura automatica deve essere manovrato secondo quanto indicato nelle istruzioni
e solo da personale adeguatamente addestrato. Una manovra erronea, causata da un intervento
sbagliato, oppure l’attivazione di una sequenza di funzioni non desiderata, può provocare anomalie
che possono causare danni all’operatore o all’impianto.
1. T utto il personale che opera con saldatrici automatiche deve conoscere:
S l’uso e il funzionamento dell’apparecchiatura
S la posizione dell’arresto di emergenza
S il suo funzionamento
S le vigenti disposizioni di sicurezza
S l’attività di saldatura
2. L’operatore deve accertarsi:
S che nessun estraneo si trovi all’interno dell’area di lavoro dell’impianto per saldatura prima
che questo venga messo in funzione
S che nessuno si trovi esposto al momento di far scoccare l’arco luminoso
3. La stazione di lavoro deve essere:
S adeguata alla funzione
S senza correnti d’aria
4. Abbigliamento protettivo
S Usare sempre l’abbigliamento di sicurezza previsto, per es. occhiali di protezione, abiti non
infiammabili, guanti protettivi.
S Non usare abiti troppo ampi o accessori quali cinture, bracciali o anelli che possano impi-
gliarsi o provocare ustioni.
5. Alltro
S Controllare che i previsti cavi di ritorno siano correttamente collegati.
S Ogni intervento sui componenti elettrici deve essere effettuato solo da personale specia-
lizzato.
S Le attrezzature antincendio devono essere facilmente accessibili in luogo adeguatamente
segnalato.
S Non eseguire mai lubrificazioni e interventi di manutenzione sull’impianto per saldatura
quando è in esercizio.
Tenere presente:
S Che la frizione del cambio sia in posizione bloccata.
S Se l’operatore si allontana dalla saldatrice automatica, questa deve essere parcheggiata con
dei blocchi davanti alle ruote, in maniera di evitare il rischio che la macchina si muovi involon-
tariamente.
S Prima della saldatura, controllare che la saldatrice automatica non sia instabile.
S Che la posizione della testa di saldatura e della bobina del filo influisce sul punto di gravità
della saldatrice automatica.
Un centro di gravità troppo alto causa un’instabilità della saldatrice automatica.
S Che il consumo del filo di saldatura e del flusso risulta che la distribuzione del peso si sposta
durante la saldatura.
IT

-- 5 --
safetyI
ATTENZIONE
LEGGERE ATTENTAMENTE LE ISTRUZIONI PRIMA DELL’INSTALLAZIONE E DELL’USO.
I LAVORI EFFETTUATI CON LA SALDATURA AD ARCO E LA FIAMMA OSSIDRICA SONO PERI-
COLOSI. PROCEDERE CON CAUTELA. SEGUIRE LE DISPOSIZIONI DI SICUREZZA BASATE SUI
CONSIGLI DEL FABBRICANTE.
CHOCK ELETTRICO -- Può essere mortale
S Installare e mettere a terra l’elettrosaldatrice secondo le norme.
S Non toccare particolari sotto carico o gli elettrodi a mani nude o con attrezzatura di protezione
bagnata.
S Isolarsi dalla terra e dal pezzo in lavorazione.
S Assicurarsi che la posizione di lavoro assunta sia sicura.
FUMO E GAS -- Possono essere dannosi
S Tenere il volto lontano dai fumi di saldatura.
S Ventilare l’ambiente e allontanare i fumi da ll’ambiente di lavoro.
IL RAGGIO LUMINOSO -- Puo causare ustioni e danni agli occhi
S Proteggere gli occhi e il corpo. Usare un elmo protettivo per saldatura adeguato e abiti di prote-
zione.
S Proteggere l’ambiente circostante con paraventi o schermature adeguate.
PERICOLO D’INCENDIO
S Le scintille della saldatrice possono causare incendi. Allontanare tutti gli oggetti infiammabili dal
luogo di saldatura.
RUMORE -- Un rumore eccessivo può comportare lesioni dell’udito
S Proteggere l’udito. Utilizzare cuffie acustiche oppure altre protezioni specifiche.
S Informare c olleghi e visitatori di questo rischio.
IN CASO DI GUASTO -- Contattare il personale specializzato.
PROTEGGETE VOI STESSI E GLI ALTRI!
IT

-- 6 --
fhb3d1ia
2 INTRODUZIONE
2.1 Generalità
La saldatrice automatica A6 TF e studiata per Saldatrice automatica arco sommerso
di giunti di testa e d’angolo.
E’ vietato ogni altro utilizzo.
La saldatrice automatica e sono designate ad essere usate assieme alla centralina
di comando A2--A6 Process Controller (PEH) ed ai generatori di corrente per
saldatura LAF oppure TAF.
2.2 Metodi di saldatura
2.2.1 Saldatrice automatica UP
S UP Heavy duty
UP heavy duty con connettore Ø 35 per un carico fino a 1500 A.
Questa versione può essere provvista di rulli di alimentazione per la saldatura con
filo singolo oppure con filo doppio (twinarc). Per filo animato ci sono dei rulli di
alimentazione speciali zigrinati i quali garantiscono una sicura alimentazione del filo
senza il rischio che questo si deformi a causa di una alta pressione del
alimentazione.
2.3 Definizioni
Saldatrice automatica
ad arco sommerso
Durante la Saldatrice automatica il cordone di Saldatrice
automatica è protetto dal flusso.
UP Heavy duty Questa versione permette un carico di corrente
maggiore e d i conseguenza viene usato un filo più
robusto per la saldatura.
Saldatrice automatica
Twin--arc
Saldatrice automatica con due fili nella medesima tesata
saldatrice.
2.4 Saldatura su piano orizzontale
Le saldatrici automatiche sono costruite per la saldatura su piano orizzontale.
A6 T F deve essere u sata p er saldatura su piano inclinato.
Nei sotto elencati casi però si possono fare delle eccezioni, se si applicano delle
particolari misure di sicurezza e impostazioni:
S per inclinazioni fino a 20 gradi in direzione laterale.
Leggere il testo 5, a pagina 4.
IT

-- 7 --
fhb3d1ia
2.5 Dati tecnici
A6 TF
Tensione di collegamento 42 V AC
Carico consentito 100 % 1500 A DC
Dimensioni degli elettrodi:
pieno filo singolo
filoatubo
filo doppio
3,0--6,0 mm
3,0--4,0 mm
2x2,0--3,0 mm
Velocità di alimentazione dell’elettrodo, max 4m/min
Momento frenante del mozzo del freno 1,5 Nm
Velocità di marcia 0,1--2,0 m/min
Peso dell’elettrodo, max 30 kg
Volume del contenitore del fondente (Non rifornire con fondente preriscaldato) 10 l
Peso (elettrodo e fondente esclusi) ¶137 kg
Inclinazione max. *
* Vedere il punto 2.4 a pagina 6.
IT

-- 8 --
fhb3d1ia
2.6 Componenti principali A6 TF (UP), A6 TF Twin (UP)
1. Carrello
2. Telaio
3. Rullo raddrizzatore
4. Unità slitte manuali
5. Connettore (Twin)
6. Motoriduttore (A6 VEC)
7. Contenitore per polvere
8. Tubo per polvere
9. Ugello della polvere
Vedi a pagina 9 per una descrizione dei componenti principali.
IT

-- 9 --
fhb3d1ia
2.7 Descrizione dei Componenti Principali
2.7.1 Carrello
Il carrello è azionato da quattro ruote. Questo può
essere bloccato mediante la leva di bloccaggio (1).
2.7.2 Telaio
Sul telaio è alloggiato tra l’altro il quadro di
comando, l’unità di alimentazione filo, e la
tramoggia d i flusso.
2.7.3 Rullo raddrizzatore
L’unità è usata per la guida e l’alimentazione del filo di saldatura giù all’interno del
tubo di connettore.
2.7.4 Unità slitte manuali
La posizione orizzontale e quella verticale, della testa di saldatura, è regolata
mediante le slitte lineari. Il movimento angolare può essere liberamente regolato
mediante la slitta rotante.
2.7.5 Connettore
Trasferisce la corrente di saldatura al filo durante la saldatura.
2.7.6 Motoriduttore (A6 VEC)
Il motore di alimentazione del filo è usato per l’alimentazione del filo di saldatura.
Per ulteriori informazioni sul A6 VEC, vedere il manuale istruzioni 0443 393 xxx.
2.7.7 Contenito re per polvere/ Tubo per polvere/ Ugello della po lvere
Il flusso è introdotto nella tramoggia ed è poi trasferito al pezzo in lavorazione
tramite il tubo del flusso e ugello della polvere
La quantità di flusso da far scendere è controllata tramite una valvola di regolazione
situata sulla tramoggia.
Vedi la descrizione per il “Carica del flu sso di saldatura” a pagina 16.
IT

-- 1 0 --
fhb3i1ia
3 INSTALLAZIONE
3.1 Generalità
La connessio n e a rete deve essere eseguita da personale adegu atamente ad-
destrato.
ATTENZIONE!
Attenzione alle parti girevoli. Rischio di schiacciamento.
3.2 Montaggio
3.2.1 Bobina del filo (Accessorio)
Montare la bobina del filo (1) sul mozzo del freno (2).
S Assicurarsi che il supporto (3)sia
orientato all’insù.
NOTA -- L’inclinazione massima per la bobina
difiloè25°.
Un’inclinazione eccessiva provoca l’usura del
meccanismo di bloccaggio del mozzo del freno
e la bobina di filo può scivolare dal mozzo.
ATTENZIONE!
Per evitare che la bobina esca dal mozzo.
S
Bloccare la bobina girando il volantino rosso, come
raffigurato sul contrassegno di sicurezza situato vicino al
mozzo del freno.
3.3 Regolazione del mozzo del freno
Il mozzo viene regolato al momento della consegna
da parte del fabbricante; se è necessario regolarlo
nuovamente, procedere come segue. Regolare il
mozzo del freno in modo che il filo risulti leggermente
lento quando si arresta il trascinamento.
S Regolazione della coppia frenante:
S Ruotare la maniglia rossa in posizione di blocco.
S Inserire un cacciavite nelle molle del mozzo.
Ruotare le molle in senso orario per ridurre la coppia frenante.
Ruotare le molle in senso antiorario per aumentare la coppia frenante.
NB: Regolare entrambe le molle ruotandole dello stesso valore.
IT

-- 1 1 --
fhb3i1ia
3.4 Collegamenti
3.4.1 Generalità
S A2--A6 Process Controller (PEH) deve essere collegata da personale addestrato.
S Per il collegamento del A6 GMD, vedi le istr uzioni d’uso 0443 403 xxx.
S Per il collegamento del A6 PAK, vedi le istruzioni d’uso 0443 405 xxx.
3.4.2 La saldatrice automatica A6 T F (Saldatura ad arco sommerso, UP)
1. Collegare il cavo di manovra (7 ) tra il generatore di corrente per saldatura ( 8)ed
il pannello di comando A2--A6 Process Controller (2).
2. Collegare il conduttore di ritorno (11) tra il generatore di corrente per
saldatura ( 8) ed il pezzo (9).
3. Collegare il cavo di saldatura (10) tra il generatore di corrente per saldatura (8)e
la saldatrice automatica (1).
4. Collegare il cavo di misurazione (12) tra il generatore di corrente per
saldatura ( 8) ed il pezzo (9).
IT

-- 1 2 --
fhb3o1ia
4USO
4.1 Generalità
Avvertimento:
Hai letto e capito le informazioni di sicurezza?
Non devi far funzionare l’impianto senza prima aver letto e
capito le informazioni di sicurezza!
Le norme generali di sicurezza per utilizzare questo impianto sono descritte a
pagina 4, legg erle attentamente prima dell’uso dell’impianto.
S Scegliere il tipo di elettrodo e la polvere oppure il gas protettivo aventi
composizione più adatta al materiale da saldare.
S Selezionare quindi le dimensioni dell’elettrodo ed i dati di saldatura in base alle
raccomandazioni dei produttori di materiale di apporto.
S Il buon risultato della saldatura dipende da una preparazione accurata del
giunto.
NOTA -- Non sono consentite variazioni della luce fra i giunti.
S Per prevenire il rischio di crepe dovute al calore eccessivo è necessario che la
larghezza della saldatura sia superiore alla profondità di penetrazione.
S Saldare sempre un campione avente tipo di giunto e spessore del materiale
simili a quello del pezzo da saldare.
S Per il comando e la regolazione della saldatrice automatica e del generatore si
rimanda alle istruzioni per l’uso dell’A2--A6 Process Controller (PEH)
IT

-- 1 3 --
fhb3o1ia
4.2 Carica del filo di saldatura (A6 TF)
1. Montare la bobina del filo secondo le istruzioni a pagina 10.
2. Accertarsi che il rullo traina ( 1) e le ganasce oppure l’ugello di contatto (3) siano
di dimensioni corrette rispetto al filo.
3. Per A6 TF (Twin):
S Introdurre il filo dentro alla sua guida (8).
4. Per saldatura con filo sottile :
S Introdurre il filo dentro all’unità d’alimentazione Filo sottile (6).
Accertarsi che l’effetto di regolamento sia regolato correttamente in modo
che il filo esca diritto dalle ganasce o dall’ugello di contatto (3).
5. Fare avanzare l’estremità del filo nel rullo raddrizzatore (2).
S Per il filo di un diametro superiore a 2 mm, raddrizzare 0,5 m di filo ed
infilarlo manualmente nel rullo raddrizzatore.
6. Sistemare l’estremità del filo nella scanalatura del rullo di alimentazione (1).
7. Impostare la pressione del filo sul rullo di alimentazione con l’ausilio della
manopola ( 4).
S NOTA -- Tendere quanto basta per ottenere un’alimentazione sicura.
8. Alimentare 30 mm di filo premendo sul quadro di comando
A2--A6 Process Controller (PEH).
9. Raddrizzare il filo agendo sulla manopola (5).
S Utilizzare sempre il tubo guida (7) per l’alimentazione corretta del filo sottile
(1,6 -- 2,5 mm).
IT

-- 1 4 --
fhb3o1ia
4.3 Sostituzione del rullo traina (A6 TF)
Filo singolo
S Allentare le manopole (3)e(4).
S Allentare il volantino (2).
S Sostituire il rullo traina (1).
Su ogni rullo è riportata la dimensione del
filo.
Filo doppio (Twin arc)
S Sostituire il rullo di alimentazione ( 1). Su ogni rullo è riportata la dimensione del
filo.
S NOTA -- Sostituire anche il rullo di pressione (5). Lo speciale rullo di pressione
sferico per doppio filo sostituisce il rullo di pressione standard per filo singolo.
S Installare il rullo di pressione con il perno speciale assiale (no. di codice 0146
253 001).
Filo animato per rulli zigrinati (Accessorio)
S Sostituire il rullo di alimentazione ( 1) ed il r ullo di pressione (5) ambedue come
una coppia nel rispetto delle dimensioni del relativo filo.
NOTA -- Per il rullo di pressione è necessario installare anche lo speciale perno
assiale (codice 0212 901 101).
S Serrare la vite di pressione (4) senza forzare al fine di non deformare il filo
animato.
IT

-- 1 5 --
fhb3o1ia
4.4 Attrezzature di contatto per saldatura UP
4.4.1 Per filo singolo 3,0 -- 6,0 mm
Usare la saldatrice automatica A6 TF (UP)
provvista di quanto segue:
S Rullo raddrizzatore. (1)
S Connettore (2)D35
S Ganasce (3)
Assicurarsi che il contatto fra ganasce e filo di
saldatura sia buono.
4.4.2 Per filo doppio 2 x 2,0 -- 3,0 mm (D35)
Usare la saldatrice automatica A6 TF (UP, Twin)
provvista di quanto segue:
S Rullo raddrizzatore. (1)
S Connettore (2)D35
S Ganasce (3)
Assicurarsi che il contatto fra ganasce e filo di
saldatura sia buono.
S Tubo guida ( 4, 6).
Accessorio
S Il gruppo raddrizzatore (5) deve essere situato sopra il
fissaggio dell’unità di alimentazione filo ( 1).
N.B. Per il montaggio del raddrizzatore del filo,
togliere la presente lamiera (7).
Regolazione del filo per saldatura Twinarc:
S Per ottenere r isultati di saldatura ottimali è necessario regolare i fili nel giunto
ruotando il connettore. I due fili possono essere gira ti in modo da essere allineati
al giunto, uno dietro l’altro, oppure in qualsiasi posizione con un angolo massimo
di 90_rispetto al giunto, cioè un filo per lato del giunto.
IT

-- 1 6 --
fhb3o1ia
4.5 Carica della polvere di saldatura (saldatura UP)
1. Chiudere la valvola ( 1) della polvere sul relativo
contenitore.
2. Staccare eventualmente il ciclone dell’aspiratore di
polvere.
3. Caricare la polvere di saldatura.
NOTA -- La polvere di saldatura deve essere
asciutta. Evitare se possibile l’utilizzo di polvere di
saldatura all’aperto ed in ambienti umidi.
4. Posizionare il flessibile del flusso in maniera che
questo non si pieghi.
5. Regolare l’altezza dell’ugello della polvere rispetto
alla saldatura in modo da ottenere una quantità
corretta di polvere.
Lo strato di polvere deve essere sufficientemente alto
da prevenire il passaggio dell’arco elettrico.
4.6 Conversione dell’A6 TF (saldatura UP) per la saldatura
MIG/MAG.
Rispettare le istruzioni per l’uso allegate al kit di conversione.
4.7 Conversione dell’A6 TF (saldatura UP) per Twin--arc (filo
doppio).
Rispettare le istruzioni per l’uso allegate al kit di conversione.
IT

-- 1 7 --
fhb3m1ia
5 MANUTENZIONE
5.1 Generalità
NOTA!
Tutti gli impegni di garanzia assunti dal fornitore cessano di valere se il cliente
stesso, durante il periodo di garanzia, interviene nell’impianto per riparare eventuali
avarie.
OSSERVARE! Prima di eseguire delle manutenzioni, assicurarsi che la tensione a
rete sia disinser ita.
Per la manutenzione del pannello di comando A2--A6 Process Controller (PEH),
vedere le istruzioni d’uso 0443 745 xxx.
5.2 Ogni giorno
S Tenere pulite da polvere e fondente per saldatura le parti in movimento della
saldatrice automatica.
S Controllare che l’ugello di contatto e tutti i cavi elettrici siano collegati.
S Controllare che tutti i raccordi a vite siano strinti, accertandosi inoltre che i rulli di
trazione e la guida non siano usurati o danneggiati.
S Controllare il momento frenante del mozzo del freno. Esso non deve risultare
talment e basso da permettere che il tamburo de ll’elettrodo continui a ruotare
all’arresto dell’alimentazione dell’elettrodo, ma nemmeno tanto elevato da far
scivolare i rulli di alimentazione. Il valore guida del momento frenante per un
tamburo dell’elettrodo di 30 kg è pari a 1,5 Nm.
Regolazione del momento frenante vedere a pagina 10.
5.3 Periodica
S Controllare le spazzole del motore e sostituirle
quando sono consumatea6mm.
S Controllare le guide e lubrificare se
necessario.
S Controllare il fuidafilo
dell’alimentatore, i rulli di spinta e
l’ugello di contatto. Sostituire le
parti usurate o danneggiate.
(Vedere parti di usura a pagina 19).
S Se l’avanzamento del carrello non è più
uniforme controllare la tensione della catena. Se
necessario, tendere la catena.
S Per tendere la catena, allentare il dado (*1) e r uotare l’asse eccentrico, riserrare
poi il dado.
IT

-- 1 8 --
fhb3f1ia
6 RICERCA GUASTI
6.1 Generalità
Attrezzatura
S Manuale dell’operatore pannello di comando A2--A6 Process Controller (PEH).
Controllare
S che il generatore di corrente per saldatura sia commutato alla tensione di rete
corretta
S che tutte le 3 fasi siano conduttrici (la sequenza delle fasi non ha importanza)
S che i cavi di saldatura ed i relativi collegamenti non presentino danni
S che i comandi siano nella posizione desiderata
S
che la tension e di rete sia disin serita prima di in iziare eventuali riparazioni
6.2 Possibili guasti
1. Sintomo Il valore di ampere e volt evidenzia notevoli variazioni sul
display numerico.
Causa 1.1 Le ganasce e l’ugello di contatto sono usurati o di dimensioni non
corrette.
Provvedimento Sostituire le ganasce o l’ugello di contatto.
Causa 1.2 La pressione sui r ulli di alimentazione è insufficiente.
Provvedimento Aumentare la pressione sui rulli di alimentazione.
2. Sintomo L’alimentazione degli elettrodi è irregolare.
Causa 2.1 La pressione sui rulli di alimentazione non è impostata
correttamente.
Provvedimento Modificare la pressione sui rulli di alimentazione.
Causa 2.2 I rulli di alimentazione non sono di dimensioni corrette.
Provvedimento Sostituire i rulli di alimentazione.
Causa 2.3 Le scanalature dei rulli di alimentazione sono usurate.
Provvedimento Sostituire i rulli di alimentazione.
3. Sintomo I cavi di saldatura si surriscaldano.
Causa 3.1 I contatti elettrici sono difettosi.
Provvedimento Pulire e stringere tutti i contatti elettrici.
Causa 3.2 I cavi di saldatura sono di dimensioni insufficienti.
Provvedimento Aumentare le dimensioni dei cavi o utilizzare cavi paralleli.
7 ORDINAZIONE RICAMBIO
Le parti di ricambio vengono ordinate dal più vicino rappresentante ESAB, vedere
sull’ultima pagina di questo manuale. All’ordinazione indicare tipo di macchina e nu-
mero di serie, descrizione e numero del ricambio secondo la lista delle parti di ricam-
bio a pagina 23.
Ciò semplifica l’espletamento dell’ordine e assicura forniture corrette.
IT

Partidiusura
-- 1 9 --
Wear parts
Feed rollers
SAW and MIG/MAG
Part no D (mm)
0218 510 281 1,6
0218 510 282 2,0
0218 510 283 2,5
0218 510 286 4,0
0218 510 287 5,0
0218 510 288 6,0
0218 510 298 3,0--3,2
SAW Twin (D35)
Part no D (mm)
0218 522 480 2,5
0218 522 481 3-- 3,2
0218 522 484 2,0
0218 522 486 1,2
0218 522 487 1,0
0218 522 488 1,6
SAW and MIG/MAG tubular wire
Part no D (mm)
0146 024 880 0,8--1,6
0146 024 881 2,0--4,0
MIG/MAG
Part no D (mm)
0145 538 880 0,6
0145 538 881 0,8
0145 538 882 1,0
0145 538 883 1,2
D (mm)
148 772--880 2,0--3,0

-- 2 0 --
Wear parts
Pressure rollers
SAW and MIG/MAG tubular wire
Part no D (mm)
0146 025 880 0,8--1,6
0146 025 881 2,0--4,0
0146 025 882 5,0--7,0
SAW Twin
Part no
0218 524 580
0146 253 001 Stub shaft
0144 953 001 Sperical ball bearing
0190 452 178 W asher
Stub shaft for pressure roller
SAW tubular wire
Part no
0212 901 101
Contact jaws
SAW HD (D35)
Part no D (mm)
0265 900 880 3,0
0265 900 881 3,2
0265 900 882 4,0
0265 900 883 5,0
0265 900 884 6,0
SAW Twin HD
Part no D (mm)
0265 902 880 2,5--3,0
0265 902 881 2,0
0265 902 882 1,6
0265 902 883 4,0
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42










































Documenti correlati
-
ESAB A2 Welding heads with Welding Control Unit PEI Manuale utente
-
ESAB A6 Mastertrac Tandem Manuale utente
-
-
-
ESAB A2 Automatic welding machines Manuale utente
-
ESAB A6 Tandem Mastertrac Manuale utente
-
ESAB A6 Mastertrac Manuale utente
-
-
-
ESAB A6 DK Automatic welding machine Manuale utente