

- 2 -
Versione 5.2 (Marzo 1995)
1. P621(4). FATTORE DI DIVISIONE DEI SEGNALI DEI VOLANTINI ELETTRONICI
Il parametro P621(4) viene usato assieme ai parametri P602(4) e P621(5) che indicano il fattore di moltiplicazione dei segnali del volantino
elettronico degli assi 1 e 2 rispettivamente.
Il parametro P621(4) indica se vengono divisi o no i segnali di tutti i volantini elettronici.
P621(4)=0 Non vengono divisi
P621(4)=1 I segnali di tutti i volantini vengono divisi per 2.
Esempio: sull’asse X, per impostare il CNC su 100 impulsi/giro con encoder da 25, 50 e 100 impulsi/giro si deve:
Volantino Fagor da 25 impulsi/giro: P602(4)=0 e P621(4)=0 25 x 4 / 1 = 100 impulsi/giro
Volantino Fagor da 50 impulsi/giro: P602(4)=1 e P621(4)=0 50 x 2 / 1 = 100 impulsi/giro
Volantino Fagor da 100 impulsi/giro: P602(4)=1 e P621(4)=1 100 x 2 / 2 = 100 impulsi/giro
Versione 5.6 (Giugno 1996)
1. MOVIMENTO CON VOLANTINO MAESTRO
Questa prestazione permette, dopo aver definito la traiettoria, di dirigere gli spostamenti della macchina con il Volantino Maestro.
Requisiti:
Il controllo del "Movimento con Volantino Maestro" si realizza con il Secondo Volantino, pertanto la macchina deve possedere
due volantini e non può possedere volantini meccanici.
Personalizzazione:
Il parametro macchina "P622(6)" indica se è disponibile la prestazione "Movimento con Volantino Maestro"
P622(6) = 0 Non è disponibile questa prestazione
P622(6) = 1 È disponibile la prestazione "Movimento con Volantino Maestro"
Il controllo del "Movimento con Volantino Maestro" si realizza con il Secondo Volante, pertanto la macchina deve possedere
il Primo Volantino e non può possedere Volantini Meccanici. Vale a dire:
P621(7)=1 La macchina non possiede volantini meccanici
P622(3)=0 Sono disponibili 2 volantini
P609(1)=0 Il primo volantino elettronico non è il FAGOR 100P
Il collegamento del "Volantino Maestro" si realizza attraverso il connettore A4. Ammette l’onda sinusoidale e l’onda quadra
differenziale, dovendosi personalizzare i parametri macchina in modo adeguato:
P621(6) Senso del conteggio del "Volantino Maestro"
P621(3) Unità di misura della retroazione del "Volantino Maestro"
P621(1,2) Risoluzione del conteggio del "Volantino Maestro"
P621(5) Fattore moltiplicatore delle onde del "Volantino Maestro"
Selezione:
a) Modelli CNC-800TI e CNC-800TGI. Dal PLCI.
Dopo aver personalizzato tutti i parametri macchina, si deve usare l’uscita O39 del PLCI per attivare o disattivare la prestazione
"Movimento con Volantino Maestro".
b) Modelli CNC-800T e CNC-800TG. Usando il pin 11 del connettore I/O 1.
Dopo aver personalizzato tutti i parametri macchina, si deve usare l’ingresso "Movimento con Volantino Maestro", pin 11 del
connettore I/O 1, per attivare o disattivare la prestazione "Movimento con Volantino Maestro".
Parametro P622(6) Uscita PLCI O39 Prestazione "Movimento con Volantino Maestro"
P622(6) = 0 ----- Non è disponibile la prestazione
P622(6) = 1 O39 = 0 Prestazione disattivata
P622(6) = 1 O39 = 1 Prestazione attivata
Parametro P622(6) Pin 11 I/O1 Prestazione "Movimento con Volantino Maestro"
P622(6) = 0 ----- Non è disponibile la prestazione
P622(6) = 1 Pin. 11 = 0Vdc Prestazione disattivata
P622(6) = 1 Pin. 11 = 24Vdc Prestazione attivata

- 3 -
Funzionamento basico. (P622(6)=1, O39=1)
a) Con la macchina ferma
È collegato solo il primo volantino, il secondo volantino (Volantino Maestro) non funziona.
Pertanto, mediante volantini, si può muovere solo l’asse X.
b) Con macchina in marcia (CNC in Esecuzione)
Gli assi non iniziano a muoversi fino a che non ruota il Volantino Maestro.
La velocità di avanzamento degli assi dipende dalla velocità di rotazione del Volantino Maestro.
Se si ferma il Volantino, si ferma anche la macchina.
Se si inverte il senso della rotazione del Volantino Maestro, il CNC inverte il senso del movimento (Funzione di Retrocessione
di un solo blocco).
c) La prestazione "Movimento con Volantino Maestro" si può usare con qualsiasi tipo di esecuzione, sia esso un ciclo, un
programma ISO, un Angolo Smussato, ecc.
Normalmente, quando il CNC sta operando, il primo volantino non funziona, eccettuando durante l’esecuzione in modo
semiautomatico delle operazioni automatiche "Tornitura Conica" e "Arrotondamento".
In entrambi le operazioni Semiautomatiche il Volantino Maestro controlla l’avanzamento della traiettoria ed il Primo Volantino
muoverà l’asse X.
Prestazione "Movimento con Volantino Maestro" disattivata. (P622(6)=1, O39=0)
Quando la prestazione "Movimento con Volantino Maestro" è disattivata , uscita O39 del PLC=0, i volantini agiscono come finora.
2. RAPPRESENTAZIONE GRAFICA DURANTE L’ESECUZIONE
Fino adesso il CNC 800T permetteva di realizzare una verifica grafica (Simulazione grafica) prima dell’esecuzione.
A partire da ora, è possibile anche visualizzare graficamente la traiettoria di lavorazione durante la fase di esecuzione.
Requisiti:
Per usare questa applicazione si deve disporre del modello CNC-800TG o CNC-800TGI, dato che si tratta di rappresentazioni
grafiche.
Funzionamento:
Quando si esegue una Operazione Automatica, un Programma Pezzo, il Programma ISO in Automatico o Blocco a Blocco, è
possibile visualizzare sullo schermo la traiettoria di lavorazione durante la fase di esecuzione.
A questo scopo, dopo che è iniziata l’esecuzione, si possono premere i seguenti tasti:
Tasto «4» Il CNC mostra lo schermo della rappresentazione grafica .
Tasto «3» Il CNC mostra il valore delle coordinate Comando, Attuale, Resto e nella parte superiore i valori dei parametri
aritmetici.
Tasto «2» Il CNC mostra Errore di Inseguimento in caratteri grandi.
Tasto «1» Il CNC mostra la Posizione Attuale in caratteri grandi.
Tasto «0» Il CNC ritorna allo schermo standard.
3. ZONA DI LAVORO / ZONA DI ESCLUSIONE
Questa prestazione permette, dopo aver definito la zona, di selezionarla dal PLCI come zona di lavoro o come zona di esclusione.
Requisiti:
Per usare questa applicazione si deve disporre del modello CNC-800TI o CNC-800TGI, dato che si usano le uscite O46 e O47 del
PLCI per selezionare la zona come zona di lavoro o come zona di esclusione.
Personalizzazione:
Il parametro macchina "P622(5)" indica se il CNC permette di selezionare una zona come zona di lavoro o come zona di esclusione.
P622(5) = 0 No è disponibile questa prestazione
P622(5) = 1 È disponibile questa prestazione
Quando è disponibile questa prestazione "P622(5)=1" si devono usare i
seguenti parametri macchina per definire quella che sarà la zona di lavoro o
zona di esclusione.
P902 Valore della coordinata X più positiva
P903 Valore della coordinata X meno positiva
P904 Valore della coordinata Z più positiva
P905 Valore della coordinata Z meno positiva
Affinché il CNC assuma i valori assegnati a questi parametri si deve spegnere
e riaccendere il CNC.

- 4 -
Selezione:
Dopo aver personalizzato tutti i parametri macchina, si devono usare le uscite O46 e O47 del PLCI per selezionare la zona come
zona di lavoro o come zona di esclusione.
Funzionamento basico. "P622(5)=1"
Il CNC quando viene acceso assume come zona selezionata quella definita mediante i parametri macchina "P902, P903, P904 e P905".
Nonostante è possibile modificare detti valori dal programma, assegnando le nuove dimensioni ai parametri aritmetici:
P206 Valore della coordinata X più positiva
P207 Valore della coordinata X meno positiva
P208 Valore della coordinata Z più positiva
P209 Valore della coordinata Z meno positiva
Il CNC assume questi nuovi valori ma non modifica i parametri macchina "P902, P903, P904 e P905".
Inoltre bisogna tener conto che quando si accende il CNC assumerà di nuovo i valori definiti nei parametri macchina.
La zona selezionata si potrà usare come zona di lavoro o come zona di esclusione dal PLCI, usando le uscite O46 e O47, come è
stato spiegato in precedenza.
Quando è stata selezionata come Zona di Lavoro, il CNC agisce nel seguente modo:
. Nei movimenti con JOG o Volantino, non permette di uscire da detta zona.
. Se si cerca di uscire da questa durante l’esecuzione, dà errore 67 "Errori limiti X, Z"
Quando è stata selezionata come Zona di Esclusione, il CNC agisce nel seguente modo:
. Nei movimenti con JOG o Volantino, non permette di uscire da detta zona.
. Se si cerca di uscire da questa durante l’esecuzione, dà errore 67 "Errori limiti X, Z"
4. SCAMBIATORI DI GAMMA MANUALI
Funzionamento fino a questa versione
Se si desidera realizzare il cambio di gamma in modo manuale si deve personalizzare il parametro macchina "P601(1)" con il valore
"0".
Quando la nuova velocità del mandrino "S" selezionata implica cambio di gamma, il CNC mostrerà un messaggio indicando la
gamma che si deve selezionare.
L’Operatore deve effettuare le seguenti operazioni:
1º Fermare il mandrino
2º Cambiare manualmente la gamma
3º Ripristinare la rotazione del mandrino
4º Premere il tasto [ENTER]
Il CNC continua l’esecuzione.
Funzionamento a partire da questa versione
Se si desidera realizzare il cambio di gamma in modo manuale si deve personalizzare il parametro macchina "P601(1)" con il valore
"0".
Quando la nuova velocità del mandrino "S" selezionata implica cambio di gamma, il CNC ferma il mandrino e mostra un messaggio
indicando la gamma che si deve selezionare.
L’Operatore deve effettuare le seguenti operazioni:
1º Cambiare manualmente la gamma
2º Premere il tasto [ENTER]
Il CNC ripristina il senso della rotazione del mandrino e continua l’esecuzione.
Uscita PLCI
O46
Uscita PLCI
O47
Prestazione "Zona di Lavoro/Zona di Esclusione"
O46 = 0 O47 = 0 Prestazione disattivata
O46 = 0 O47 = 1
Zona attivata come Zona di Lavoro
(non si può uscire da questa)
O46 = 1 O47 = 0
Zona attivata come Zona di Esclusione
(non si può accedere a questa)
O46 = 1 O47 = 1 Prestazione disattivata

- 5 -
Gioco
Coordinata
Senso positivo
Senso negativo
Gioco
Senso negativo
Senso positivo
Coordinata
5. COMPENSAZIONE DEL GIOCO DELLA VITE VARIABILE
Fino adesso il CNC 800T teneva conto di un solo gioco della vite.
A partire da ora, è possibile anche correggere misure quando il gioco di inversione della vite è variabile in funzione della zona in cui
si trova la macchina.
Requisiti:
Le tabelle di compensazione dell’errore della vite si trasformano. Adesso si usano per compensare l’errore della vite ed il gioco
della vite variabile (entrambe contemporaneamente).
Personalizzazione:
I parametri macchina "P622(7)" e "P622(8)" indicano se è disponibile questa prestazione.
P622(7) = 0 Non è disponibile questa prestazione nell’asse Z
P622(7) = 1 È disponibile questa prestazione nell’asse Z
P622(8) = 0 Non è disponibile questa prestazione nell’asse X
P622(8) = 1 È disponibile questa prestazione nell’asse X
Ogni volta che si lavora con la prestazione "Gioco della Vite Variabile" si deve selezionare la compensazione dell’errore della vite
dell’asse corrispondente.
P605(2) = 0 Compensazione dell’errore della vite dell’asse X (0=No, 1=Sì)
P605(1) = 0 Compensazione dell’errore della vite dell’asse Z (0=No, 1=Sì)
Definizione della tabella:
I primi 15 punti della tabella si usano per il senso positivo e gli altri 15 per il senso negativo.
Quando si desidera correggere l’errore della vite, il gioco della vite è la differenza tra entrambe le curve.
Quando non si desidera correggere l’errore della vite, una delle tabelle assumerà il valore 0 e l’altra curva sarà il gioco della vite.
Note: • Entrambi i tratti devono avere i requisiti corrispondenti alle tabelle di compensazione dell’errore della vite.
• Uno dei requisiti stabilisce che il punto di riferimento macchina deve assumere sempre il valore 0.
• Se la vite ha un gioco nel punto di riferimento macchina, si deve assegnare detto valore al parametro macchina P109
o P309 (Gioco della vite nell’asse X o Z) e sviluppare in questa quantità tutti i punti della tabella.
Esempio:
Funzionamento:
Quando è disponibile la prestazione "Compensazione del Gioco della Vite Variabile", il CNC lavora come con compensazione
dell’errore della vite, vale a dire applica sempre il gioco della vite definito nella tabella per detto punto e senso di lavorazione.
Quando l’asse inverte, il CNC commuta la curva e di conseguenza ricupera od applica il gioco corrispondente a detto punto e
senso.
Gioco
Senso positivo
Coordinata
Senso negativo
Gioco
Coordinata

- 6 -
Versione 5.7 (Luglio 1996)
1. RITROVAMENTO DELLA ZONA DI LAVORO / ZONA DI ESCLUSIONE
Quando si lavora con la prestazione "Zona di lavoro / Zona di esclusione", il CNC non permette di accedere o di uscire da detta zona
durante i movimenti della macchina mediante i tasti JOG od il volantino.
Per evitare che l’operatore pensi che sia un cattivo funzionamento della macchina, dato che non si visualizza nessun testo, a partire
da questa versione il CNC agisce nel seguente modo durante i movimenti della macchina mediante i tasti JOG od il volantino:
* Quando è stata selezionata come Zona di Lavoro, il CNC pone a livello logico alto l’ingresso I46 del PLCI quando si cerca
di uscire dalla zona selezionata.
* Quando è stata selezionata come Zona di Esclusione, il CNC pone a livello logico alto l’ingresso I46 del PLCI quando si
cerca di uscire dalla zona selezionata.
2. RIPRESA DELLA ESECUZIONE A METÀ DEL PEZZO
Se durante la lavorazione di un pezzo si interrompe l’esecuzione (interruzione erogazione elettricità, ecc.), è possibile eseguire di nuovo
il pezzo a partire dall’operazione dove la lavorazione è stata interrotta. In questo modo si evita di dover ripetere tutto il pezzo con la
conseguente perdita di tempo.
Per ricominciare l’esecuzione del pezzo si devono seguire i seguenti passi:
1º Selezionare il modo di lavoro Visualizzatore, quello che appare quando si accende il CNC dopo la pagina di "Test Generale
Passato". In questo modo di lavoro nessun ciclo è stato selezionato.
2º Premere il tasto [RECALL] per aprire la finestra dei programmi pezzo.
3º Selezionare il programma pezzo che si stava selezionando. Posizionarsi, mediante i tasti [freccia in alto] e [freccia in basso],
sul programma pezzo desiderato e premere il tasto [RECALL].
4º Selezionare, mediante i tasti [freccia in alto] e [freccia in basso], l’operazione in cui è stata interrotta la lavorazione del pezzo
e premere il tasto
Il CNC eseguirà l’operazione selezionata e continuerà ad eseguire il programma pezzo fino alla fine.
Versione 6.1 (Gennaio 1997)
1. NUOVE LINGUE (TAIWANESE E PORTOGHESE)
Parametro macchina P99 P99 = 5 Portoghese P99 = 6 Taiwanese
2. MODIFICHE DEL LAVORO CON VOLANTINO MAESTRO
Il lavoro con volantino maestro è ora come segue:
a) A macchina ferma.
È abilitato solo il primo volantino, il secondo volantino (Volantino Maestro) non funziona.
Quindi, con i volantini, si può spostare solo l’asse X.
b) Con la macchina in funzionamento (CNC in Esecuzione).
È abilitato solo il Volantino Maestro, il primo volantino non funziona.
Gli assi iniziano a muoversi quando comincia a girare il Volantino Maestro.
La velocità di avanzamento degli assi dipende dalla velocità di rotazione del Volantino Maestro.
Se il volantino si arresta, la macchina si ferma.
Se si inverte il senso di rotazione del Volantino Maestro, anche il CNC inverte il senso del movimento (Funzione Retrocesso di
un solo blocco).
c) Operazione di Arrotondamento Semiautomatico
L’operazione di Arrotondamento Semiautomatico inizia quando comincia a girare il Volantino Maestro.
Se si arresta la rotazione del Volantino Maestro, si blocca l’esecuzione.
Se si continua a far girare il Volantino Maestro, l’esecuzione riprende. Non è possibile la rotazione in senso contrario.
Quando termina l’operazione il CNC non rileva la rotazione del Volantino Maestro per 1,4 secondi. Evitando in questo modo l’inizio
di una nuova operazione.
Una volta trascorso questo tempo, se si gira il Volantino Maestro il CNC inizia la esecuzione di una nuova operazione nel senso
indicato.

- 7 -
d) Operazione di Tornitura conica Semiautomatica
L’operazione di Tornitura conica Semiautomatica inizia quando comincia a girare il Volantino Maestro.
Se si arresta la rotazione del Volantino Maestro, si blocca l’esecuzione.
Se si continua a far girare il Volantino Maestro, l’esecuzione riprende.
Se si fa girare il Volantino Maestro in senso contrario, l’operazione si conclude. Una nuova rotazione del Volantino Maestro, in
qualsiasi senso, significa l’esecuzione di una nuova operazione nel senso indicato.
3. VERSIONE SOFTWARE DEL CNC
Già da questa versione, quando si accede alla schermata che visualizza il checksum di ciascuna delle Eprom,
[Modi ausiliari] [Modi Speciali] [8]
Il CNC visualizzerà il checksum di ciascuna delle Eprom e la Versione del Software del CNC. Ad esempio: Versione 6.1
Versione 6.4 (Maggio 1997)
1. INDICAZIONE DI SOSTITUZIONE UTENSILE AL PLC (I97)
Su macchine con torretta utensili manuale, quando il CNC deve collocare un nuovo utensile, arresta l’esecuzione e visualizza un
messaggio per indicare all’operatore di fare la sostituzione.
A volte, durante la sostituzione utensile si devono prendere certe precauzioni. Queste condizioni devono essere gestite dal PLC.
A tale scopo, già da questa versione quando il CNC visualizza il messaggio di sostituzione utensile, attiva l’ingresso I97 del PLC, e
lo disattiva quando il messaggio scompare.
Versione 6.6 (Novembre 1997)
1. GESTIONE DEI SISTEMI DI RETROAZIONE CON IO CODIFICATI
Parametri macchina
P608(5), P608(8) Tipo di segnale Io del sistema di retroazione. Asse X, Z. (0 = Io normale, 1 = Io codificato)
P608(3), P608(6) Periodo segnale Io codificato. Asse X, Z. (0 = Periodo del segnale Io di 20mm, 1 = Periodo del segnale Io di 100mm)
P608(4), P608(7) Sequenza di Io crescente con conteggio positivo o negativo. Asse X, Z.
(0 = Io crescente con conteggio positivo, 1 = Io crescente con conteggio negativo)
P908, P909 Offset della scala o della posizione dello zero Macchina (M)
rispetto allo zero della Scala. Asse X, Z
I trasduttori lineari con Io codificato dispongono di una
scala graduata con Zero Scala proprio, ed è sufficiente
realizzare un spostamento di 20mm o 100mm per conoscerne
la posizione rispetto allo zero Scala.
Punto di riferimento.
Quando il sistema di retroazione dispone di Io codificato, questo punto si utilizza solamente quando l’asse dispone di
compensazione di errore di vite. L’errore di vite sul punto di riferimento macchina deve essere 0.
Regolazione dell’offset della scala
La regolazione dell’offset della scala deve essere eseguita un asse alla volta ed è consigliabile agire come segue:
* Nel parametro "P600(7) e P600(6)" indicare il fianco dell’impulso Io del sistema di retroazione che sarà utilizzato.
* Nel parametro "P618(8) e P618(7)" indicare il senso in cui si sposterà l’asse durante la ricerca dello Zero Macchina.
* Impostare i parametri "P807 e P808" sulla velocità dell’asse per la ricerca dello zero Macchina.
* Impostare il parametro " P908 e P909" (offset di la scala) sul valore 0.
* Portare l’asse sulla posizione voluta, e dare il comando di ricerca dello zero Macchina di questo asse.
Tasto [X] o [Z], tasto [freccia in alto] e tasto
Una volta conclusa la ricerca il CNC visualizzerà la quota dell’asse riferita allo Zero Scala.
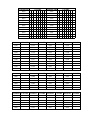
Scala P608 (5) P608 (3) P608 (4) Scala P608 (5) P608 (3) P608 (4)
COS 1 0 1 MOVS 1 0 0
COC 1 0 0 MOVC 1 0 0
COX 1 0 0 MOVX 1 0 0
COVS 1 0 1 FOT 1 1 0
COVC 1 0 0 FOS 1 1 0
COVX 1 0 0 FOC 1 1 0

- 8 -
* Dopo aver spostato l’asse sullo zero macchina o su un punto dalle coordinate conosciute rispetto allo zero macchina, il CNC
ne visualizzerà la posizione.
Il valore sul quale si deve impostare il parametro macchina che definisce l’offset della scala, si calcola con la seguente formula.
Valore = Lettura del CNC di questo punto - Quota macchina del punto.
Esempio per l’asse X: Se il punto dalle dimensioni conosciute si trova a 230 mm dallo zero macchina e il CNC visualizza la
quota 423.5 mm, l’offset della scala sarà:
Parametro macchina P908 = 423,5 - 230 = 193.5 mm.
* Dopo aver impostato il parametro macchina su questo nuovo valore, premere il tasto RESET affinché detto valore venga
acquisito dal CNC.
* Affinché l’asse acquisisca i valori corretti si deve fare una nuova ricerca dello zero Macchina.
2. FILETTATURA CON PASSATE DI APPROFONDIMENTO COSTANTI
Già da questa versione, l’approfondimento di ogni passata dipenderà dal segno attribuito al parametro ∆∆
Se ∆∆ è positivo, l’approfondimento di ogni passata dipenderà dalla relativa passata ( ∆∆ √ n )
Se ∆ ∆ è negativo, gli approfondimenti si mantengono costanti, con il valore assoluto del parametro ∆∆
3. CREAZIONE DI UN PROGRAMMA IN CODICE ISO
Il CNC consente di creare un programma in codice ISO a basso livello, basandosi su un’operazione o programma pezzo.
Per poter disporre di questa possibilità si deve impostare il parametro macchina "P623(2)=1".
Il programma in codice ISO generato dal CNC sarà sempre il 99996 e potrà essere memorizzato sia nel CNC stesso che in un computer.
Il programma 99996 è un programma utente speciale in codice ISO, che può essere:
Creato partendo di un’operazione o programma pezzo.
Modificato sul CNC stesso, con l’opzione "Modi ausiliari - Editazione programma 99996"
Essere trasmesso al CNC dopo essere stato elaborato in un computer.
Creazione del programma ISO nella memoria del CNC (99996).
Il CN800T dispone di 7 K di memoria per il programma 99996. Se il programma dovesse superare queste dimensioni, il CNC
visualizzerà il relativo errore.
Per creare il programma 99996 si deve agire come segue:
* Se si tratta di un’operazione. Selezionare o definire l’operazione desiderata.
* Se si tratta di un programma pezzo. Selezionare il programma pezzo del direttorio dei programmi pezzo e portare il cursore
sull’intestazione del programma pezzo stesso ("PEZZO 01435". Si dovrà vedere la lista delle operazioni che la compongono).
* Digitare la sequenza tasti [AUX] [7]. Il CNC visualizzerà la pagina di simulazione grafica.
* Premere il tasto
. Il CNC inizia la simulazione e la creazione del programma 99996.
* Una volta conclusa la simulazione, il programma 99996 memorizzato conterrà, in codice ISO, tutti i blocchi che siano stati
simulati.
Creazione del programma ISO (99996) in un computer
Il programma 99996 creato basandosi su un programma pezzo di solito è superiore alla memoria disponibile sul CNC.
Con il DNC30 è possibile creare questo programma (99996) nella memoria di un computer.
Per creare il programma 99996 in un computer si deve agire come segue:
* Attivare la comunicazione DNC e lanciare il programma DNC30 nel computer.
* Sul computer selezionare l’opzione "Gestione Programmi - Ricezione Digitalizzata".
* Selezionare l’operazione sul CNC o portarsi sull’intestazione del programma pezzo ("PEZZO 01435". Si dovrà vedere la lista
delle operazioni che la compongono).
* Digitare la sequenza tasti [AUX][8]. Il CNC visualizzerà la pagina di simulazione grafica.
* Premere il tasto
. Il CNC inizia la simulazione e la creazione del programma 99996.
* Una volta conclusa la simulazione, il programma 99996 memorizzato conterrà, in codice ISO, tutti i blocchi che siano stati
simulati.
Questo programma può essere lanciato dal CNC con l’opzione "Esecuzione programma infinito" del DNC30.
4. NORMATIVA DI SICUREZZA SU MACCHINE
Il CNC dispone delle seguenti caratteristiche per il rispetto della normativa di sicurezza su macchine.
Abilitazione del tasto START
dal PLC
Questa caratteristica è disponibile se il parametro "P619(7)=1" è stato impostato
L’uscita O25 del PLC indica se il tasto START è stato abilitato (=1) o no (=0)

- 9 -
Spostamenti degli assi sui quali agisce il Feed-Hold. (precedentemente già disponibile)
L’ingresso Feed-Hold, pin 15 del connettore I/O 1, in condizioni normali deve trovarsi al livello logico alto.
Se durante lo spostamento degli assi, l’ingresso Feed-Hold passa al livello logico basso, il CNC mantiene la velocità di rotazione
del mandrino e ferma l’avanzamento degli assi, emettendo messaggi di valore 0V e mantenendo attivate le frizioni.
Quando questo segnale torna a un livello logico alto, il CNC riprenderà lo spostamento degli assi.
Avanzamento degli assi gestito dal PLC in modo manuale con segnale limitato.
Questa caratteristica è disponibile se il parametro "P619(7)=1" è stato impostato
Quando si attiva l’uscita O26 del PLC, il CNC acquisisce la velocità di avanzamento impostata dal parametro macchina "P812"
Volantino gestito dal PLC.
Il parametro "P623(3)" indica se il Feed-Hold agisce (=1) sulla velocità di spostamento degli assi con volantini o no (=0)
Il parametro macchina "P622(1)" indica se viene applicato il fattore relativo alla posizione del commutatore (=0) o se viene applicato
il fattore indicato dalle uscite O44 e O45 del PLC (=1) (Precedentemente già disponibile)
Controllo del mandrino dal PLC.
Questa caratteristica è disponibile se è stato impostato il parametro "P619(7)=1"
L’uscita O27 indica al CNC che deve (O27=1) applicare al mandrino il comando impostato sul PLC. Il valore del comando va
impostato nel registro R156 e viene inviato al CNC per mezzo dell’indicatore M1956.
R156= 0000 1111 1111 1111 => + 10V. R156= 0001 1111 1111 1111 => - 10V.
R156= 0000 0111 1111 1111 => + 5V. R156= 0001 0111 1111 1111 => - 5V.
R156= 0000 0011 1111 1111 => + 2,5V. R156= 0001 0011 1111 1111 => - 2,5V.
R156= 0000 0000 0000 0000 => + 0V. R156= 0001 0000 0000 0000 => - 0V.
Inoltre, l’uscita O43 del PLC, consente di controllare la rotazione del mandrino. (Precedentemente già disponibile)
In condizioni normali si deve trovare a un livello logico basso.
Se passa a un livello logico alto, il CNC ferma la rotazione del mandrino.
Quando questa uscita torna a un livello logico basso, il CNC riprende la rotazione del mandrino.
Comunicazione al PLC dello stato della ricerca del riferimento macchina
I88 Ricerca del riferimento macchina in corso
I100 Ricerca del riferimento macchina conclusa sull’asse X
I101 Ricerca del riferimento macchina conclusa sull’asse Z
Ulteriori comunicazioni dal CNC al PLC
R120 La parte bassa di questo registro indica il codice del tasto premuto.
Questo valore viene mantenuto per 200 millisecondi, a meno che venga premuto prima un altro tasto.
Dopo l’uso, questo registro può essere annullato dal PLC.
R121 bit 1 Indica che è stata impostata (=1) l’operazione di Tornitura cilindrica
bit 2 Indica che è stata impostata (=1) l’operazione di Sfacciatura
bit 3 Indica che è stata impostata (=1) l’operazione di Tornitura Conica
bit 4 Indica che è stata impostata (=1) l’operazione di Arrotondamento
bit 5 Indica che è stata impostata (=1) l’operazione di Filettatura
bit 6 Indica che è stata impostata (=1) l’operazione Scanalature
bit 7 Indica che è stata impostata (=1) l’operazione Profili
bit 8 Indica che è stata impostata (=1) l’opzione Modi ausiliari
bit 9 Indica che è stata impostata (=1) l’opzione Misura utensile
bit 10 Indica che è stata impostata (=1) l’operazione Foratura multiple
bit 11 Indica che è stata impostata (=1) l’operazione Foratura semplice / Maschiatura
bit 12 Indica che è stata impostata (=1) l’operazione Gole
bit 13 Indica che è stato impostato (=1) il modo di Ispezione Utensile
bit 14 Indica che è stato impostato (=1) il modo di Simulazione grafica
bit 16 Indica che è stato impostato(=1) il modo relativo ai parametri "Passata di finitura, Avanzamento di finitura,
Utensile di finitura e Distanze di sicurezza su X e Z dei cicli”.

- 10 -
Versione 6.8 (Marzo 1998)
1. NUOVE LINGUE (SVEDESE E NORVEGESE)
Le lingue che possono essere selezionate col parametro macchina P99 sono:
Spagnolo... (P99=0) Tedesco... (P99=1) Inglese... (P99=2) Francese... (P99=3) Italiano ....(P99=4)
Portoghese... (P99=5) Taiwanese... (P99=6) Svedese... (P99=7) Norvegese... (P99=8)
2. ENCODER DA 1000 IMPULSI COME ENCODER DA 1250
Questa caratteristica fa sì che il CNC modifichi la retroazione dell’encoder da 1000 impulsi per trattarla come una retroazione da 1250
impulsi.
P623(7) Adatta la retroazione dell’encoder dell’asse X (0=No, 1=Sì)
P623(8) Adatta la retroazione dell’encoder dell’asse Z (0=No, 1=Sì)
Un caso tipico: abbiamo dei motori con encoder da 1000 impulsi e vite con passo da 5 millimetri.
I calcoli necessari per definire la risoluzione dell’asse saranno eseguiti col numero di impulsi selezionati (1000 o 1250)
3. COMPENSAZIONE INCROCIATA
La compensazione incrociata permette di compensare l’errore di misurazione sofferto dall’asse X quando si muove l’asse Z.
P623(6) All’asse X è applicata la Compensazione Incrociata (0=No, 1=Si)
Quando si usa la compensazione incrociata il CNC permette di applicare la compensazione della vite solo all’asse Z. Non si può applicare
la compensazione della vite all’asse X perché la tabella relativa a questo asse è usata per la compensazione incrociata coi valori seguenti:
P00 = X: ?????.??? P01 = DX: ????.???
Per applicare correttamente la compensazione incrociata definire P605(2)=1 e P623(6)=1.
N.B.: La tabella di compensazione incrociata deve rispettare gli stessi requisiti che la tabella della compensazione di errore della vite.
Vedere il punto 3.8.4 del manuale di Installazione
4. PLCI. INGRESSO I104
Quando il commutatore del pannello di controllo si trova su una delle posizioni del volantino (x1, x10 x100), l’ingresso I104 è su “1“
Versione 6.9 (Febbraio 1999)
1. NUOVO PARAMETRO MACCHINA ASSOCIATO ALLE FUNZIONI M
Il parametro macchina “P620(8)”, indica quando escono le funzioni M3, M4, M5 durante l’accelerazione e la decelerazione del mandrino.
2. ANNULLARE CORRETTORE DURANTE IL CAMBIO UTENSILE
Da questa versione in poi è possibile eseguire, all’interno del programma associato all’utensile, un blocco di tipo “T.0” para annullare
il correttore dell’utensile. Ciò permette di eseguire spostamenti a una determinata quota senza bisogno di eseguire complicati calcoli.
Il correttore può essere solo annullato (T.0) o modificato (T.xx). Non è possibile cambiare l’utensile (Txx.xx) all’interno del programma
associato all’utensile stesso.

- 11 -
3. FATTORE DIVISORE DEI SEGNALI DI RETROAZIONE
I parametri P620(5) e P620(6) si usano assieme ai parametri P602(6) e P602(5) che indicano il fattore moltiplicatore dei segnali di retroazione
rispettivamente degli assi X, Z.
Indicano se si dividono (=1) oppure no (=0) i segnali di retroazione.
P620(5)=0 e P620(6)=0 Non si dividono
P620(5)=1 e P620(6)=1 Si dividono per 2.
Esempio: Si vuole ottenere una risoluzione di 0,01 mm usando un encoder a onda quadra abbinato all’asse X il cui passo della vite
è di 5 mm.
Nº impulsi = passo della vite / (Fattore moltiplicazione x Risoluzione)
Con P602(6)=0 e P620(5)=0 Fattore de moltiplicazione x4 Nº impulsi = 125
Con P602(6)=1 e P620(5)=0 Fattore de moltiplicazione x2 Nº impulsi = 250
Con P602(6)=0 e P620(5)=1 Fattore de moltiplicazione x2 Nº impulsi = 250
Con P602(6)=1 e P620(5)=1 Fattore de moltiplicazione x1 Nº impulsi = 500
Versione 6.10 (Marzo 2002)
1. FATTORE DI RETROAZIONE.
La risoluzione dell’asse è determinata dal passo della vite e dal numero di impulsi dell’encoder che è incorporato al motore.
In certi casi la risoluzione corrispondente alle viti ed agli encoder disponibili non coincide con nessuna delle risoluzioni che è possibile
definire mediante il parametro macchina (1, 2, 5, 10 micron o decimillesimi di pollice).
Esempio: Con una vite di passo 6 mm ed encoder di 2.500 impulsi/giro, è possibile ottenere risoluzioni di:
Risoluzione = Passo Vite / (Nº di impulsi dell’Encoder x Fattore di moltiplicazione).
Con fattore moltiplicazione 1 Risoluzione 2,4 micron
Con fattore moltiplicazione 2 Risoluzione 1,2 micron
Con fattore moltiplicazione 4 Risoluzione 0,6 micron
Per risolvere questi casi, si dispone di un nuovo parametro macchina per asse denominato Fattore di Retroazione, che consente di
adeguare la risoluzione alla configurazione disponibile.
P819 Fattore di Retroazione dell’asse X P820 Fattore di Retroazione dell’asse Y P821 Fattore di Retroazione dell’asse Z
Valori fra 0 e 65534, il valore 0 indica che non si desidera questa prestazione.
Per calcolare il «Fattore di Retroazione» occorre utilizzare la seguente formula:
Fattore di Retroazione = (Riduzione x Passo Vite / Nº di impulsi dell’Encoder) x 8.192
Esempi: Riduzione 1 1 2 1
Passo vite 4.000 6.000 6.000 8.000 (micron)
Encoder 2.500 2.500 2.500 2.500 (impulsi/giro)
Fattore di Retroazione 13107,2 19.660,8 39.321,6 26.214,4
I parametri macchina ammettono solo numeri interi e in certi casi il «Fattore di Retroazione» ha parte frazionaria. In questi casi si assegna
al parametro macchina la parte intera e si utilizza la tabella di errore vite per compensare la parte frazionaria.
I valori da immettere nella tabella si calcolano mediante la seguente formula:
Quota della vite = Errore vite (micron) x Parte intera del fattore di retroazione / Parte frazionaria del fattore di retroazione
Per il caso: Riduzione = 1 Passo vite = 6.000 Encoder = 2.500
Fattore di Retroazione = 19.660,8 Parametro macchina = 19660
Per un errore di vite di 20 micron Quota della vite = 20 x 19.660 / 0.8 = 491.520
Continuando il calcolo si ottiene la seguente tabella.
Quota della vite Errore della Vite
P0 = -1966.000 P1 = -0.080
P2 = -1474.500 P3 = -0.060
P4 = -983.000 P5 = -0.040
P6 = -491.500 P7 = -0.020
P8 = 0 P9 = 0
P10 = 491.500 P11 = 0.020
P12 = 983.000 P13 = 0.040
P14 = 1472.500 P15 = 0.060
P16 = 1966.000 P17 = 0.080

- 12 -
2. MOVIMENTI DI AVVICINAMENTO AL PEZZO
A partire da questa versione è disponibile un nuovo parametro macchina
per fissare i movimenti di avvicinamento e uscita del pezzo.
P732=0 Come sinora, movimento interpolato
P732=1 Movimenti parassiali.
Avvicinamento X - ZUscita Z - X
P732=2 Movimenti parassiali.
Avvicinamento Z - XUscita X - Z
Headquarters (SPAIN): Fagor Automation S. Coop.
Bº San Andrés s/n, Apdo. 144
E-20500 Arrasate - Mondragón
Tel: +34-943-719200/039800
Fax: +34- 943-791712
+34-943-771118 (Service Dept.)
www.fagorautomation.com
E-mail: [email protected]


PREFAZIONE
Questo manuale è indirizzato al costruttore della macchina utensile.
Include le informazioni di base necessarie per i nuovi utilizzatori, ma tratta anche argomenti
che richiedono una preventiva conoscenza del prodotto.
Può non essere necessario leggere l'intero manuale. Consultare la tabella "Nuove prestazioni
e modifiche" e l'appendice relativa ai parametri macchina. Quest'ultima contiene il riferimento
al capitolo e alla sezione del manuale in cui è descritto ciascun parametro.
Questo manuale descrive tutte le funzioni della famiglia CNC 800T. Consultare la tabella
comparativa delle funzioni dei vari modelli per individuare le prestazioni fornite dal CNC
utilizzato.
Per installare il CNC sulla macchina, vi suggeriamo di consultare l'appendice relativa ai
contenitori richiesti per montare il CNC e il capitolo 1 (Configurazione del CNC), che
contiene le dimensioni del CNC e la descrizione dettagliata di tutti i pin dei suoi connettori.
Il capitolo 2 (Interfaccia con l'alimentazione e con la macchina) descrive il collegamento
del CNC alla rete elettrica e all'armadio elettrico della macchina
Il capitolo 3 (Funzioni ausiliarie) spiega come accedere ai modi operativi speciali.
L'adattamento del CNC alla macchina utensile si realizza impostando appropriatamente
i parametri macchina. Vi suggeriamo di consultare i capitoli 4, 5 e 6, che contengono la
descrizione dettagliata dei parametri. Inoltre, può essere utile consultare le appendici a
questi relative.
Ambedue le appendici contengono i riferimenti ai capitoli e alle sezioni che descrivono
ciascun parametro.
Nelle spiegazioni dei parametri fornite nei capitoli 4, 5 e 6, viene fatto talvolta riferimento
al capitolo 7 (Concetti). Questo capitolo dettaglia ulteriormente alcuni parametri e spiega
come eseguire varie regolazioni dell'interfaccia CNC-Macchina utensile.
Dopo aver impostato tutti i parametri macchina vi invitiamo a trascriverne i valori sugli
appositi fogli dati raccolti nell'appendice G.
Il manuale contiene anche un elenco dei codici di errore visualizzati dal CNC. Questo elenco
indica anche le cause più probabili di ciascun errore.
Note:
Le informazioni contenute in questo manuale sono soggette a variazioni dovute a
modifiche tecniche.
La FAGOR AUTOMATION, S.Coop. Ltda. si riserva il diritto di modificare il
contenuto del manuale senza preavviso.

INDICE
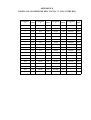
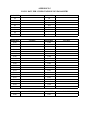
Tabella comparativa dei modelli FAGOR CNC 800T.............................................. ix
Nuove prestazioni e modifiche ................................................................................ xiii
INTRODUZIONE
Dichiarazione di conformità................................................................................. 3
Condizioni di sicurezza........................................................................................ 4
Condizioni di garanzia......................................................................................... 7
Condizioni di spedizione ..................................................................................... 8
Note complementari.............................................................................................. 9
Documenti Fagor per il CNC 800T ..................................................................... 11
Contenuto di questo manuale .............................................................................. 12
Capitolo 1. CONFIGURAZIONE DEL CNC 800T
1.1 Introduzione ........................................................................................................... 1
1.2 CNC 800T compatto ............................................................................................... 1
1.2.1 Dimensioni e Installazione del CNC 800T compatto ............................................... 2
1.3 CNC 800T modulare ............................................................................................... 3
1.3.1 Unità centrale del CNC 800T modulare................................................................... 4
1.3.2 Monitor del CNC 800T modulare........................................................................... 5
1.3.2.1 Contenitore del monitor .......................................................................................... 7
1.3.2.2 Connettore per il collegamento fra il monitor e l'unità centrale ................................ 8
1.3.3 Tastiera del CNC 800T modulare ............................................................................ 9
1.3.3.1 Connettore per il collegamento fra la tastiera e l'unità centrale................................. 10
1.4 Connettori e collegamenti del CNC 800T ............................................................... 12
1.4.1 Connettori A1, A3, A4 ............................................................................................ 14
1.4.1.1 Microcommutatori per i connettori A1, A3, A4 ....................................................... 15
1.4.2 Connettore A5........................................................................................................ 16
1.4.2.1 Microcommutatori per il connettore A5................................................................... 17
1.4.3 Connettore A6 ........................................................................................................ 18
1.4.4 Connettore RS232C................................................................................................ 19
1.4.5 Connettore I/O 1 ..................................................................................................... 22
1.4.5.1 Ingressi logici del connettore I/O 1.......................................................................... 23
1.4.5.2 Uscite logiche del connettore I/O 1 ......................................................................... 25
1.4.6 Connettore I/O 2 ..................................................................................................... 27
1.4.6.1 Uscite logiche del connettore I/O 2 ......................................................................... 28
Sezione Pagina

Capitolo 2. COLLEGAMENTI
2.1 Collegamento con l'alimentazione .......................................................................... 1
2.1.1 Alimentatore ........................................................................................................... 2
2.2 Collegamento con la macchina ............................................................................... 3
2.2.1 Considerazioni generali .......................................................................................... 3
2.2.2 Uscite digitali ......................................................................................................... 5
2.2.3 Ingressi digitali ....................................................................................................... 5
2.2.4 Uscite analogiche.................................................................................................... 6
2.2.5 Ingressi della retroazione ........................................................................................ 6
2.3 Installazione ........................................................................................................... 7
2.3.1 Considerazioni generali .......................................................................................... 7
2.3.2 Precauzioni ............................................................................................................. 7
2.3.3 Collegamento ......................................................................................................... 8
2.3.4 Test degli ingressi e delle uscite del sistema ............................................................ 9
2.4 Collegamento dell'ingresso e dell'uscita di emergenza............................................. 11
2.5 Attivazione/disattivazione di dispositivi esterni...................................................... 13
Capitolo 3. FUNZIONI AUSILIARIE
3.1 Millimetri <==> Pollici ........................................................................................... 1
3.2 Raggio <==> Diametro ............................................................................................ 2
3.3 F mm(pollici)/min <==> F mm(pollici)/giro ............................................................. 2
3.4 Utensili ................................................................................................................... 3
3.4.1 Tabella utensili ....................................................................................................... 3
3.4.1.1 Modifica delle dimensioni degli utensili ................................................................. 6
3.4.2 Misura utensili........................................................................................................ 7
3.4.3 Ispezione utensile ................................................................................................... 8
3.5 Passata di finitura e distanza di sicurezza................................................................. 9
3.6 Altre operazioni automatiche .................................................................................. 10
3.7 Modi ausiliari ......................................................................................................... 11
3.8 Modi speciali .......................................................................................................... 11
3.8.1 TEST ...................................................................................................................... 12
3.8.2 Parametri generali ................................................................................................... 15
3.8.3 Funzioni "M" decodificate ...................................................................................... 16
3.8.3.1 Funzioni M emesse in BCD..................................................................................... 18
3.8.4 Compensazione dell'errore della vite madre............................................................. 19
3.9 Periferiche............................................................................................................... 21
3.9.1 Modo periferiche .................................................................................................... 21
3.9.2 Comunicazioni DNC............................................................................................... 22
3.10 Blocco/sblocco ....................................................................................................... 23
3.11 Esecuzione/simulazione del programma P99996 ..................................................... 24
3.11.1 Esecuzione del programma P99996......................................................................... 25
3.11.1.1 Ispezione utensile ................................................................................................... 26
3.11.1.2 Modi di esecuzione................................................................................................. 27
3.11.1.3 Reset del CNC ........................................................................................................ 27
3.11.1.4 Visualizzazione dei blocchi del programma ............................................................ 27
3.11.1.5 Modi di visualizzazione.......................................................................................... 28
3.11.2 Simulazione del programma P99996 ....................................................................... 30
3.11.2.1 Funzione di zoom ................................................................................................... 31
3.12 Editazione del programma 99996............................................................................ 32
Sezione Pagina

Capitolo 4. PARAMETRI MACCHINA
4.1 Introduzione ........................................................................................................... 1
4.2 Operazioni relative alla tabella dei parametri........................................................... 2
4.3 Parametri macchina generali .................................................................................... 3
4.3.1 Parametri relativi agli ingressi e alle uscite .............................................................. 5
4.3.2 Parametri relativi al volantino ................................................................................. 8
4.3.3 Parametri relativi al modo operativo........................................................................ 11
4.3.4 Parametri relativi agli utensili ................................................................................. 14
4.3.5 Parametri relativi alla linea seriale RS232C ............................................................. 16
Capitolo 5. PARAMETRI MACCHINA PER GLI ASSI
5.1 Parametri macchina per la risoluzione degli assi ...................................................... 2
5.2 Parametri macchina per le uscite analogiche degli assi ............................................ 4
5.3 Parametri macchina relativi ai fine corsa degli assi .................................................. 5
5.4 Parametri macchina relativi alla vite madre ............................................................. 6
5.5 Parametri macchina relativi alle velocità di avanzamento degli assi ........................ 7
5.6 Parametri macchina relativi al controllo degli assi ................................................... 9
5.7 Parametri relativi al riferimento macchina ............................................................... 11
5.8 Parametri macchina relativi all'accelerazione/decelerazione degli assi ..................... 13
5.8.1. Accelerazione/decelerazione lineare ....................................................................... 13
5.8.2 Rampa di accelerazione/decelerazione a campana ................................................... 14
5.8.3 Guadagno FEED-FORWARD .................................................................................. 15
5.9 Parametri relativi all'utensile motorizzato................................................................ 16
5.10 Parametri macchina speciali .................................................................................... 17
Capitolo 6. PARAMETRI MACCHINA RELATIVI AL MANDRINO
6.1 Parametri macchina per il cambio gamma di velocità del mandrino ......................... 2
6.2 Parametri macchina relativi all'uscita analogica del mandrino ................................. 4
6.3 Parametri macchina relativi all'uscita BCD della velocità del mandrino ................... 5
6.4 Parametri macchina per il controllo del mandrino .................................................... 7
6.4.1 Parametri relativi all'orientamento mandrino ........................................................... 9
Capitolo 7. CONCETTI
7.1 Sistemi di retroazione.............................................................................................. 1
7.1.1 Limiti della frequenza di conteggio......................................................................... 2
7.1.2 Risoluzione degli assi X e Z .................................................................................... 3
7.2 Regolazione degli assi X e Z ................................................................................... 8
7.2.1 Regolazione della deriva (offset) e della velocità massima di avanzamento ............. 9
7.2.2 Regolazione del guadagno per gli assi X e Z ........................................................... 11
7.2.2.1 Regolazione del guadagno proporzionale ............................................................... 12
7.2.2.2 Calcolo dei guadagni K1 e K2 e del punto di discontinuità del guadagno ............... 14
7.3 Punti di riferimento degli assi X e Z......................................................................... 16
7.3.1 Ricerca del riferimento macchina (HOME) .............................................................. 17
7.3.2 Considerazioni ....................................................................................................... 18
7.3.3 Regolazione dei valori corrispondenti al punto di riferimento
della macchina (HOME) .......................................................................................... 19
7.3.4 Fine corsa software .................................................................................................. 20
7.4 Accelerazione/decelerazione................................................................................... 21
7.4.1 Calcolo del guadagno feed-forward......................................................................... 21
Sezione Pagina

7.4.2 Accelerazione/decelerazione per l'interpolazione lineare......................................... 22
7.4.3 Accelerazione/decelerazione per tutti i tipi di movimento ....................................... 22
7.5 Movimenti con volantini meccanici e volantini eletronici ...................................... 23
7.5.1 La macchina dispone di volantini meccanici ........................................................... 23
7.5.2 La macchina dispone di volantini elettronico.......................................................... 23
7.5.3 La macchina ha due volantini elettronici................................................................. 25
7.6 Mandrino................................................................................................................ 27
7.6.1 Cambio della gamma di velocità del mandrino........................................................ 30
7.6.1.1 Cambio gamma manuale ......................................................................................... 30
7.6.1.2 Cambio automatico della gamma di velocità del mandrino...................................... 31
7.6.2 Controllo del mandrino........................................................................................... 33
7.7 Utensili e magazzino utensili .................................................................................. 34
7.7.1 Macchina con cambio utensile automatico.............................................................. 34
7.7.2 Macchina senza cambio utensile automatico ........................................................... 34
7.7.3 Posizione di cambio utensile................................................................................... 35
7.8 Trattamento dei segnali FEED-HOLD e M-ESEGUITA ............................................ 36
7.9 Trasferimento delle funzioni M, S, T ....................................................................... 37
7.9.1 Trasferimento delle funzioni M, S, T usando il segnale "M-ESEGUITA" .................. 38
7.9.2 Trasferimento delle funzioni M senza usare il segnale "M-ESEGUITA" ................... 40
APPENDICI
A Caratteristiche tecniche del CNC 800T ................................................................... 2
B Contenitori ............................................................................................................. 6
C Ingressi e uscite del CNC ........................................................................................ 8
D Tabella di conversione dell'uscita "S" con 2 cifre BCD ............................................ 9
E Sommario dei parametri macchina ........................................................................... 10
F Elenco dei parametri macchina................................................................................ 15
G Fogli dati per l'impostazione dei parametri macchina .............................................. 20
H Manutenzione......................................................................................................... 22
CODICI DI ERRORE
Sezione Pagina


MODELLI DI CNC 800T DISPONIBILI
Modello compatto con CRT da 8" ambra.
Modello modulare con CRT da 9" ambra.
Costituito da unità centrale, monitor e tastiera.
Modello modulare con CRT da 14" a colori.
Costituito da unità centrale, monitor e tastiera.
DESCRIZIONE TECNICA
••
•
•
••
•
•
•
••
•
•
•••
•
••
•
•
••
•
••••
••••
•
•
•
•••
••
••••
800-T 800-TI 800-TG 800-TGI
Controllo assi X, Z
Controllo mandrino
Velocità del mandrino in
giri/min (RPM)
Velocità di taglio
costante(CSS)
Orientamento mandrino
Utensili
32 32 32 32
Compensazione utensile
Utensile motorizzato
Volantini elettronici
2 2 2 2
Comunicazioni RS 232C
PLC integrato (PLCI)
Editazione programma ISO
(P99996)
Esecuzione programma ISO
(P99996)
Grafica
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145
-
 146
146
-
 147
147
-
 148
148
-
 149
149
-
 150
150
-
 151
151
-
 152
152
-
 153
153
-
 154
154
-
 155
155
-
 156
156
-
 157
157
-
 158
158
-
 159
159
-
 160
160
-
 161
161
-
 162
162
-
 163
163
-
 164
164
-
 165
165
-
 166
166
-
 167
167
-
 168
168
-
 169
169
-
 170
170
-
 171
171
-
 172
172
-
 173
173
-
 174
174
-
 175
175
-
 176
176
-
 177
177
-
 178
178
-
 179
179
-
 180
180
-
 181
181
-
 182
182
-
 183
183
-
 184
184
-
 185
185
-
 186
186
-
 187
187
-
 188
188
-
 189
189
-
 190
190
-
 191
191
-
 192
192
-
 193
193
-
 194
194
-
 195
195
-
 196
196
-
 197
197
-
 198
198
-
 199
199
-
 200
200
-
 201
201
-
 202
202
-
 203
203
-
 204
204
-
 205
205
-
 206
206
-
 207
207
-
 208
208
-
 209
209
-
 210
210
-
 211
211
-
 212
212
-
 213
213
-
 214
214
-
 215
215
-
 216
216
-
 217
217
-
 218
218
-
 219
219
-
 220
220
-
 221
221
-
 222
222
-
 223
223
-
 224
224
-
 225
225
-
 226
226


































































































































































































































Documenti correlati
-
Fagor CNC 800 T Manuale utente
-
-
-
-
-
Fagor CNC 8050 T Manuale utente
-
-
Fagor CNC 8050 M Manuale utente
-
Fagor CNC 8037 for lathes Manuale utente
-
Altri documenti
-
Legrand P600-P601 Guida d'installazione
-
Whirlpool AWZ 220/1 Program Chart
-
 CET AMF401 AMF402 BMF202 EMC202 EMC402 EMF202 EMF402 FMC202 Manuale del proprietario
CET AMF401 AMF402 BMF202 EMC202 EMC402 EMF202 EMF402 FMC202 Manuale del proprietario
-
 CET GFP40 Manuale del proprietario
CET GFP40 Manuale del proprietario
-
Bticino F13APL Istruzioni per l'uso
-
Dell Small Form Factor AIO Stand OSS21 Guida utente
-
Viscount D:Sider M15 Manuale del proprietario
-
 Palram 700872 Guida utente
Palram 700872 Guida utente
-
GYS RENOV'POLYCARBONATE Scheda dati
-
Telcoma PASSO Manuale del proprietario


